Продукция
-

A010EE13000002099F
-
A010EE16000001133F
-

A010EE16161T1S114F
-

A010EE16000006164F
-

A010EE16000003149F
-

A010EE1605602B111F
-

A010EE1606587B111F
-

A010EE13000003031F
-

A010EE13091T30114F
-

A010EE13091T1G114F
-
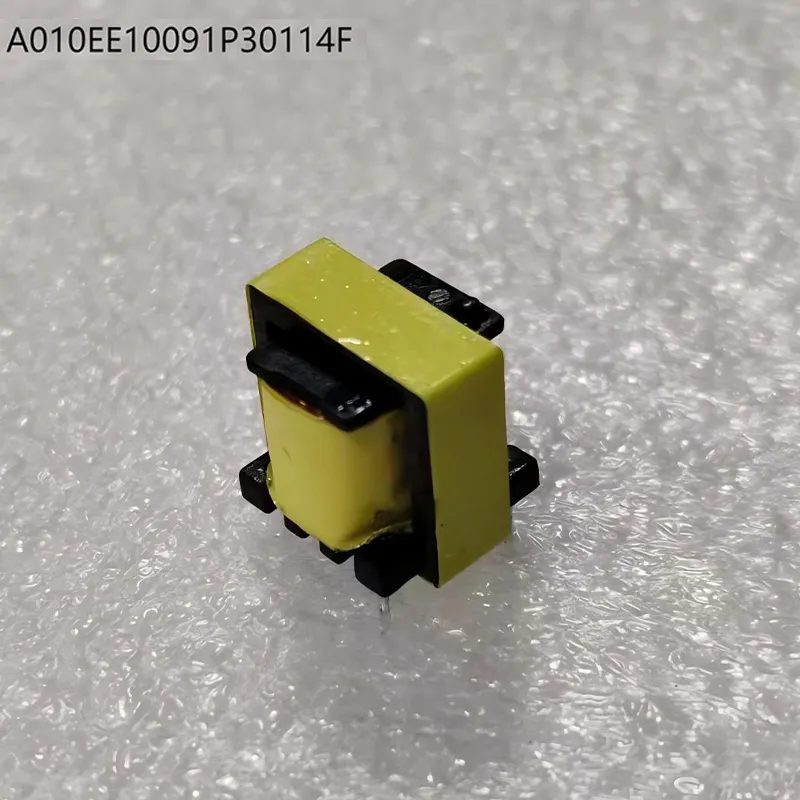
A010EE100091P3114F
-
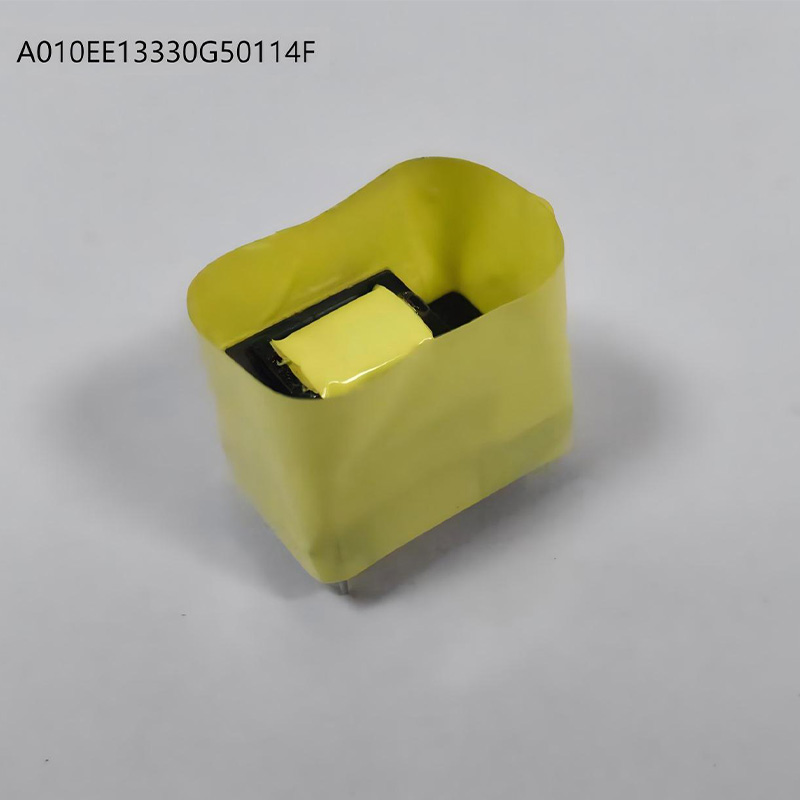
A010EE13330G50114F
-

A010EE13330G2A114F
-

A010EE13091T1J114F
-
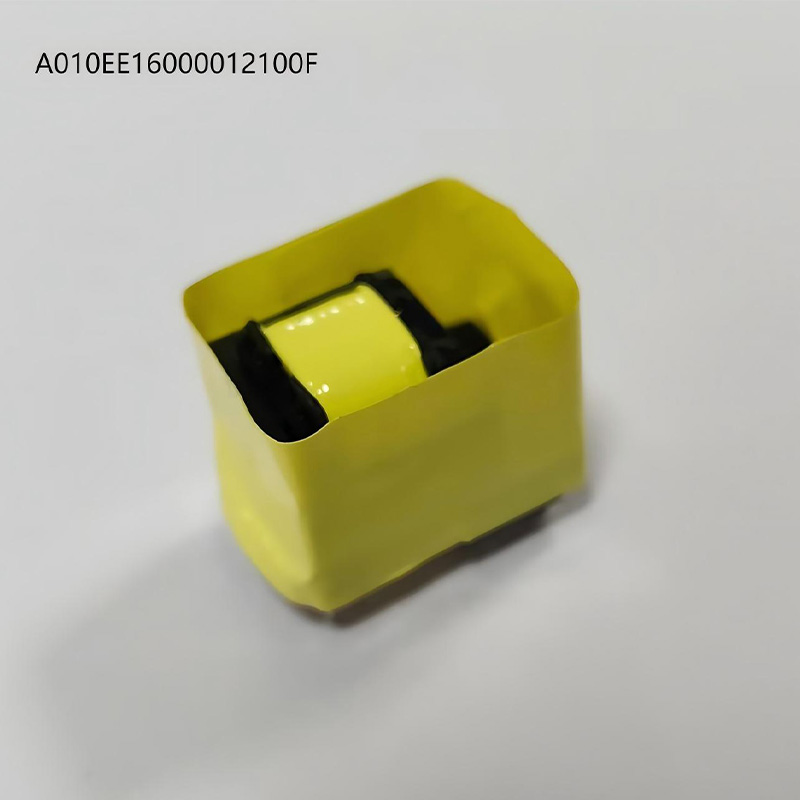
A010EE16000012100F
-

A010EE13330G1A114F

A010EE16000002133F
Метод вставки вала: станок с ЧПУ. При намотке обмоток N1, E1, N3 штырь обращен влево, когда станок вращается по часовой стрелке; при намотке N3 штырь обращен вправо, когда станок вращается по часовой стрелке. Все входы/выходы обмотки не должны соприкасаться.
Описание
маркер
Описание продукции
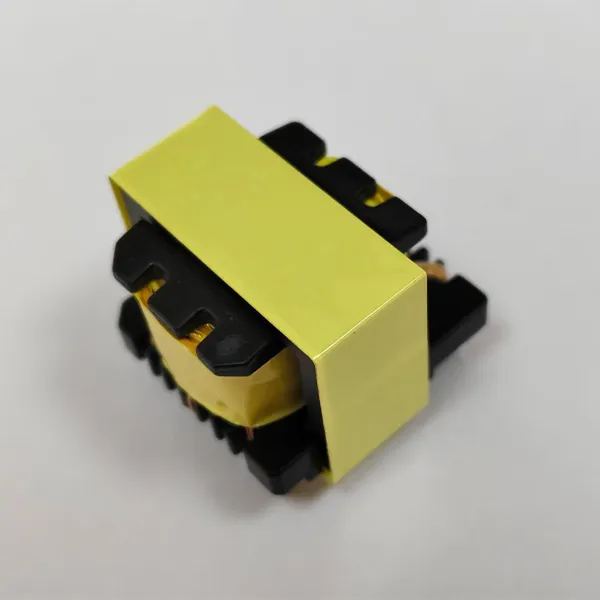
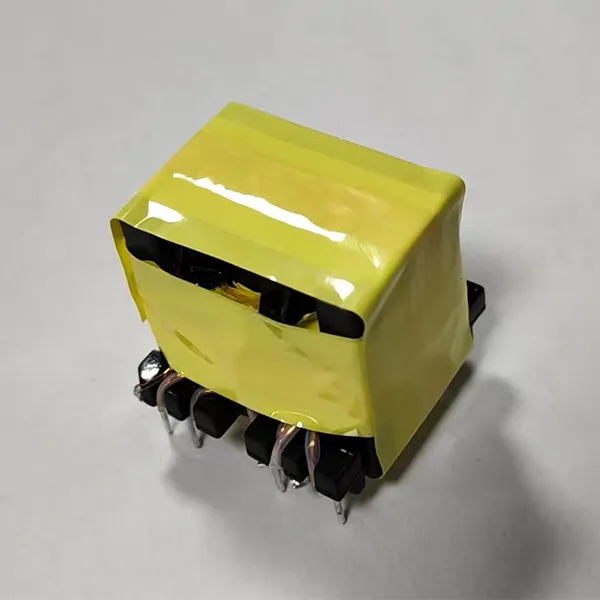
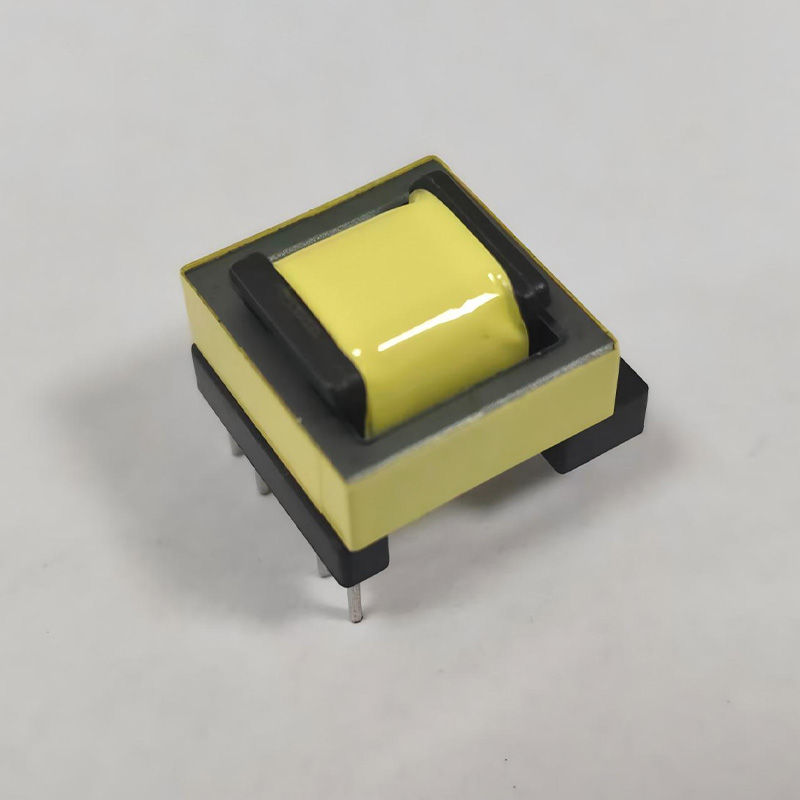
1.Внешний вид и размеры/APPEARANCE & DIMENSIONS

2.Схема конструкции обмотки
/CIRCUIT DIAGRAM

3.Схема внутреннего строения
/CONSTRUCTION DIAGRAM

4.Спецификация обмотки/WINDING SPECIFICATION

Примечания:
1. Рама без контакта PIN3.
2. Метод вставки вала: станок с ЧПУ. При намотке обмоток N1, E1, N3 штырь обращен влево, когда станок вращается по часовой стрелке; при намотке N3 штырь обращен вправо, когда станок вращается по часовой стрелке. Все входы/выходы обмотки не должны соприкасаться.
3. Вся клейкая лента должна быть светло-желтого цвета. После пайки провода, предназначенного для PIN2, согните его от нижнего сердечника к сердечнику со стороны PIN1. Отшлифуйте сердечник и установите его сверху, закрепив лентой 9,5 мм, обернутой вокруг 3TS.
4. Вводные и выводные провода обмотки N3 должны быть снабжены гильзами. Гильза для вводного провода на PIN6 должна быть удлинена не менее чем на 40 мм, а ее длина должна превышать положение PIN1.
5. Паяный трехслойный изолированный провод не должен выходить за пределы платформы штифта.
6. Продукт требует вакуумной пропитки.
7. Продукт должен соответствовать стандартам ROHS по защите окружающей среды.
5.Электрические характеристики/ELECTRICAL CHARACTERISTIC

связаться с нами
Сопутствующие популярные продукты

A010EE13330B50114F
Все провода обмотки должны быть согнуты, чтобы сформировать крючок под выступающей точкой на стороне рамы. Все входы и выходы проводов должны строго соответствовать методу вставки в паз, указанному в пункте 5 выше.

A010EE13091T1F114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут клейкой лентой размером 0,025 × 8 мм (3 слоя).

A010EE16000003100F
Контакты 4 и 5 должны иметь общий паз, но не должны быть спаяны вместе; провода для контактов 6 и 10 должны быть загнуты вверх, чтобы образовать крючки под выступающими точками на вторичной стороне. Обмотка N3, прилегающая к контактам 1-5, должна быть изолирована 2-миллиметровой барьерной стенкой.

A010EE1600780R136F
Нанесите мягкий клей на центральную опору сердечника, заполняя не менее 4/5. Перед пропиткой дайте клею высохнуть. Не запекайте клей одновременно с лаком. Несанкционированная смена типа клея запрещена.

A010EE13091T2E114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут тремя слоями клейкой ленты размером 0,025 мм × 8 мм.
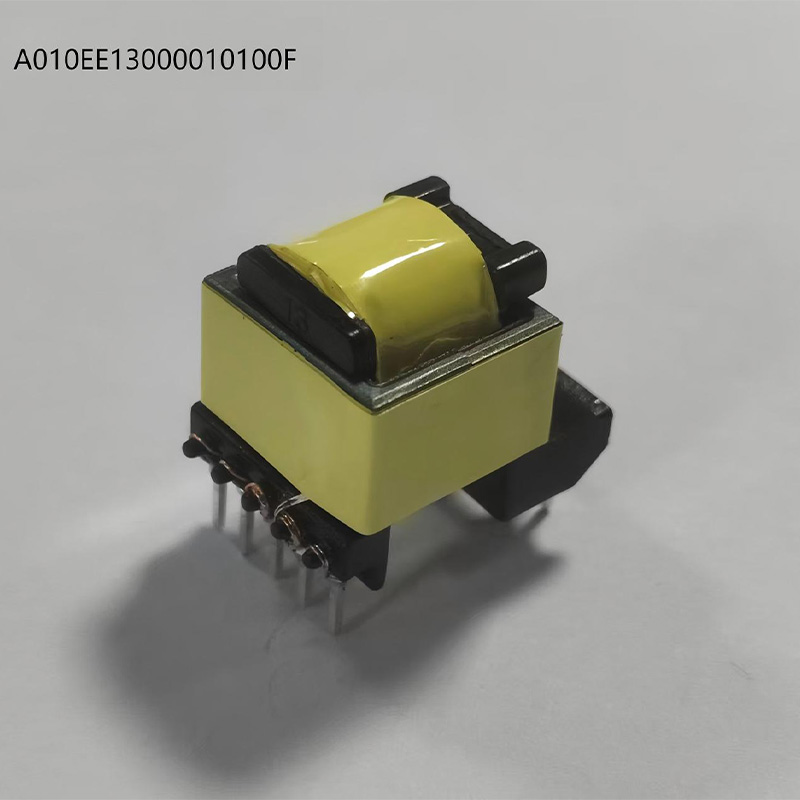
A010EE13000010100F
Отшлифуйте сердечник. Установите заземленный сердечник в верхней части и закрепите его 3 витками ленты 5,5 мм. 5. Лента для обмотки проводов: 8,0 мм; лента для сердечника: 5,5 мм. Обе должны быть обмотаны зеленой лентой.

A010EE1301473X114F
При намотке N3 на выводящие провода должны быть установлены изолирующие втулки. Втулка должна полностью охватывать хвостовой провод для полной изоляции от первичной обмотки. Выступ втулки за пределы катушки должен составлять не менее 6 мм.

A01ATQ23000004152F
Контакт PIN5 каркаса не используется. Все обмотки должны быть намотаны ровно, без наслоений и пересечений. На готовом изделии вывод PIN4 обрезается ниже опорной точки каркаса, при этом нельзя повредить медный провод.

A010EE13091T40114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 6-7 наружу (намоточная машина вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).

A010EE16000013100F
Этикетка должна быть прикреплена к стороне продукта, соответствующей PIN1-5, с текстом, ориентированным вниз. Размеры и содержание указаны на рисунке выше.

A010EE1305393B111F
Отшлифуйте один воздушный зазор в сердечнике; расположите воздушный зазор со стороны PIN1-4. Закрепите сердечник снаружи клейкой лентой 6,0 мм/W*3TS.

A010EE13091T3J114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный механизм вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).
A010EE1603319B111F
Нанесите две капли клея, чтобы закрепить соединение у основания сердечника. На магнитном сердечнике в верхней части PIN1 отмечена белая точка.
A020EE0802610R136F
Намотайте провод по часовой стрелке на шпулю, штырьки 3-4 должны быть обращены наружу. Закрепите сердечник 1-миллиметровой 4-миллиметровой 3-слойной лентой.
A010EE16000001154F
Шлифованный (с зазором) сердечник установить сверху. Оставленный вывод PIN1 залудить и обеспечить надежный контакт с нижней частью сердечника. Зафиксировать лентой шириной 7,8 мм, 3 витка (3TS).

A010EE1604623B111F
PIN6 должен быть оснащен термоусадочной трубкой длиной 24L*42 мм, проходящей до стороны PIN1-5. PIN7 должен быть оснащен термоусадочной трубкой длиной 24L*20 мм для изоляции первичной входной/выходной обмотки от вторичной обмотки.



