Продукция
-
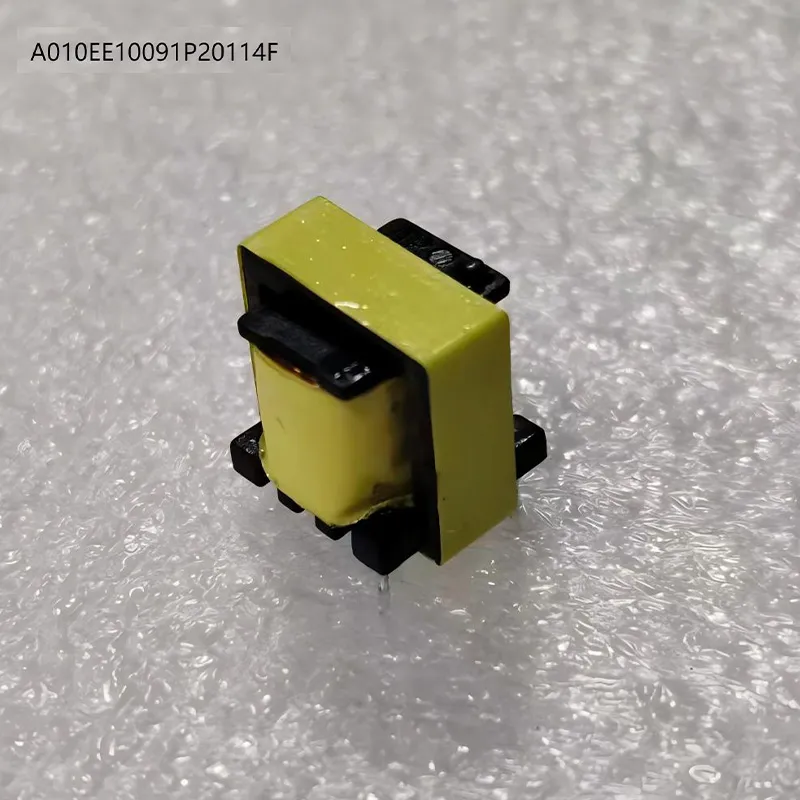
A010EE100091P2114F
-

A010EE1301473X114F
-

A010EE13000006099F
-

A010EE1308739B111F
-

A010EE13091T3B114F
-

A010EE13091T2E114F
-

A010EE16050R40114F
-

A010EE13091T1H114F
-

A010EE1305650B111F
-

A010EE13091T4A114F
-

A010EE16000004133F
-

A010EE1302609B111F
-

A010EE13091T1E114F
-

A010EE1308349A111F
-

A010EE13091T3M114F
-
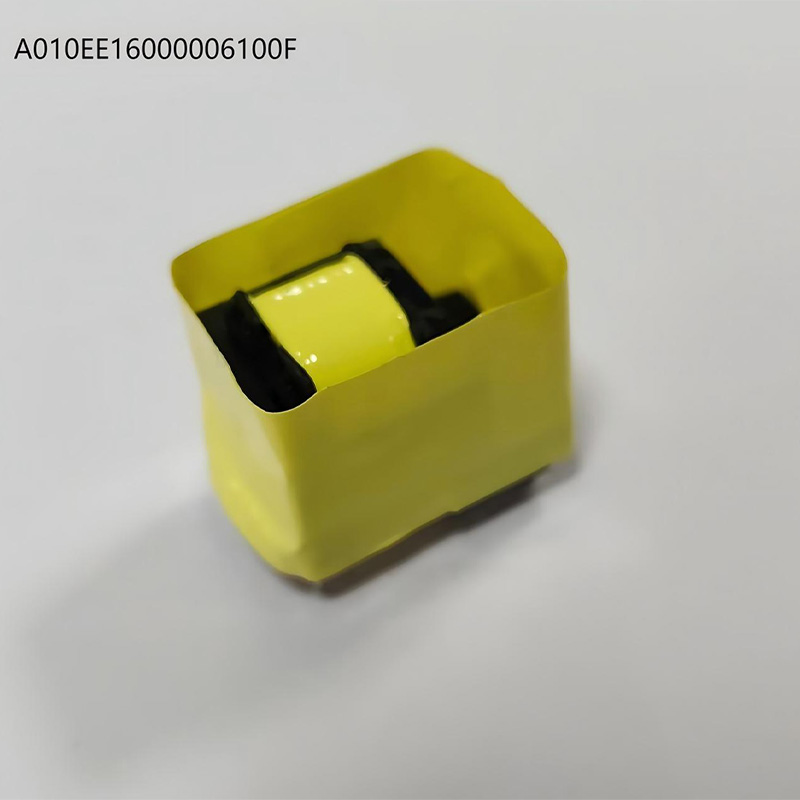
A010EE16000006100F

A010EE16000003133F
Метод вставки вала: станок с ЧПУ. При намотке N1 и N2, когда контакты 1-5 обращены вправо, станок вращается по часовой стрелке во время намотки. При намотке N3, когда контакты 1-5 обращены влево, станок вращается по часовой стрелке во время намотки.
Описание
маркер
Описание продукции
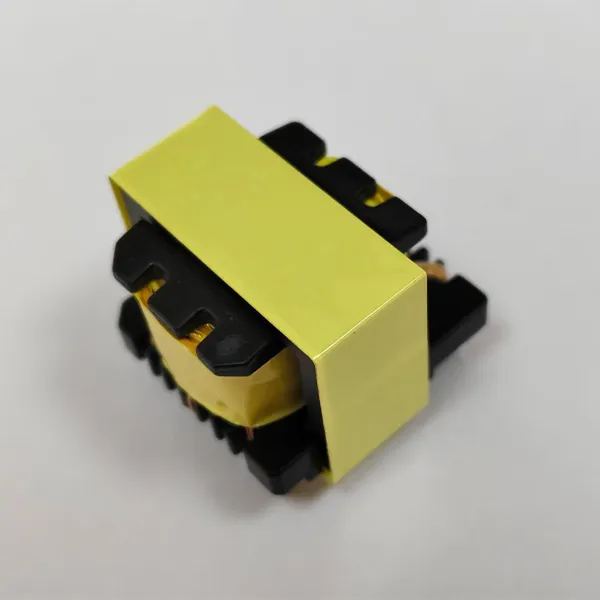
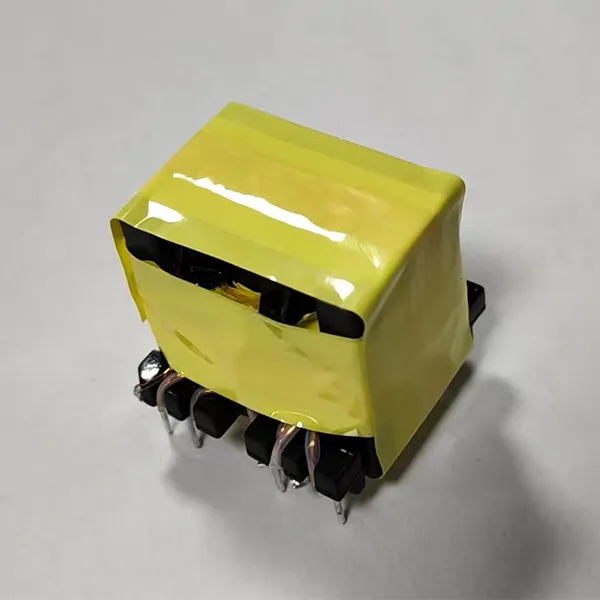
1.Внешний вид и размеры/APPEARANCE & DIMENSIONS

2.Схема конструкции обмотки
/CIRCUIT DIAGRAM

3.Схема внутреннего строения
/CONSTRUCTION DIAGRAM

4.Спецификация обмотки/WINDING SPECIFICATION

Примечания:
1. Штифты 3 и 7 рамы остаются незаполненными.
2. Метод вставки вала: станок с ЧПУ. При намотке N1 и N2, когда контакты 1-5 обращены вправо, станок вращается по часовой стрелке во время намотки. При намотке N3, когда контакты 1-5 обращены влево, станок вращается по часовой стрелке во время намотки.
3. Концевой провод N3 оснащен втулкой, которая должна покрывать последний виток провода первичной изоляции (см. схему обмотки N3), длина 60 мм.
4. Вся клейкая лента должна быть темно-желтого цвета.
5. Отшлифуйте сердечник, чтобы он подходил к PIN6-8. Зарезервируйте вывод PIN4 для лужения, затем проложите его в форме буквы «L» вдоль PIN5 для подключения к сердечнику. Закрепите 7,8-миллиметровой лентой и крепежными элементами 3TS.
6. Продукт подвергается вакуумной пропитке.
7. Продукт должен соответствовать экологическим стандартам ROHS.
8. Маркировка продукта должна быть расположена на стороне PIN1-5, с использованием черного текста на прозрачном фоне или лазерной гравировки.
5.Электрические характеристики/ELECTRICAL CHARACTERISTIC

связаться с нами
Сопутствующие популярные продукты

A010EE1600780R136F
Нанесите мягкий клей на центральную опору сердечника, заполняя не менее 4/5. Перед пропиткой дайте клею высохнуть. Не запекайте клей одновременно с лаком. Несанкционированная смена типа клея запрещена.
A010EE16000006100F
Черная рамка вокруг этикетки на рисунке выше служит только для ориентира по размерам; на производственной этикетке черная рамка не должна присутствовать.
A010EE16161T30114F
Магнитный сердечник подлежит шлифовке. Плоский (нешлифованный) сердечник устанавливается снизу, со стороны выводов. Снаружи сердечник зафиксировать лентой 0,025 × 9,7 мм, 3 витка (3TS).

A01ATQ1908308B111F
Сердечник имеет один воздушный зазор. Зазор располагается на стороне изделия с выводами PIN1-4. Центральный керн сердечника заполняется мягким клеем, степень заполнения – минимум 85%. Вывод PIN4 запаивается без трубки непосредственно на сердечнике. Необходимо обеспечить надежный контакт сердечника с выводом. Сердечник обматывается фиксирующей лентой шириной 8.0 мм на 2 витка.

A010EE16000006164F
Метод намотки: станок с ЧПУ, все обмотки, PIN рамки обращен влево, станок намотает по часовой стрелке, провод PIN5 проходит через небольшой паз.

A010EE13330G1A114F
Рама с 1 пустым штифтом. Намотайте штифты 1-5 по часовой стрелке к центру (намоточная машина вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).

A010EE1300163B158F
Маркировка должна быть нанесена струйной печатью на верхнюю поверхность изделия, с префиксом, выровненным по PIN1. Содержание в соответствии с видом готового изделия сверху.

A010EE1601020R136F
При намотке PIN5 оставьте один заземляющий провод. Сначала припаяйте заземляющий провод, затем проведите его вертикально от PIN5 к СЕРДЕЧНИКУ, согнув его на 2–5 мм в сторону PIN5-6. Наконец, закрепите его обмоточной лентой СЕРДЕЧНИКА: 1MIL 8 мм*2T.

A010EE13091T2H114F
Сердечник требует шлифовки. Сердечник с воздушным зазором установлен рядом с штифтами 1-5, закреплен 3 витками клейкой ленты 0,025*7,8 мм.

A010EE13091T1C114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут клейкой лентой размером 0,025 × 8 мм (3 слоя).

A010EE13091T1I114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут тремя слоями клейкой ленты размером 0,025 мм × 8 мм.

A01ATQ27000008149F
Отвод X выводится через верхний паз каркаса со стороны выводов PIN1-5. После пайки на отвод надевается трубка, и он отгибается внутрь обмотки, чтобы предотвратить прокол изоленты. Для фиксации совместно с проводом Y- используется общая изолента.

A010EE13330G3A114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный станок вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).

A010EE13091T30114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный механизм вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).

A010EE13091T10114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут тремя слоями клейкой ленты размером 0,025 мм × 8 мм.

A010EE1300QC30114F
Намотайте по часовой стрелке, чтобы штифты 1-5 были обращены наружу (намоточный станок вращается по часовой стрелке, и все витки образуют букву «S» вокруг штифтов).



