Продукция
-

A010EE1604623B111F
-

A010EE13000076160F
-

A010EE16EE2164100F
-

A010EE16161T1S114F
-

A010EE13091T10114F
-

A010EE13091T1R114F
-

A010EE13330G10114F
-

A010EE1305393B111F
-

A010EE13091T2F114F
-
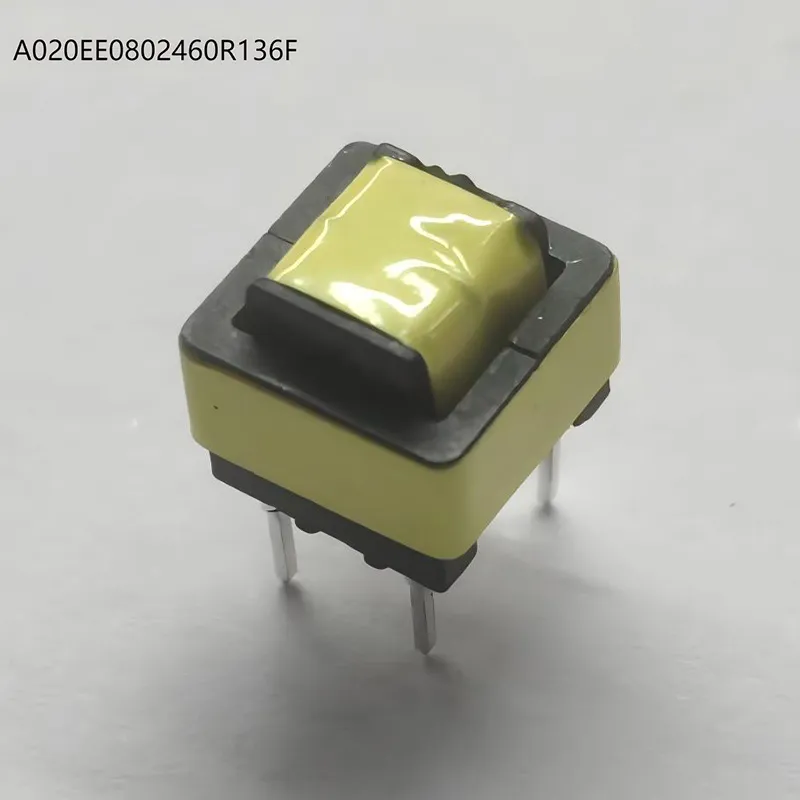
A020EE0802460R136F
-

A010EE13091T3A114F
-

A010EE13091T3B114F
-

A010EE1607332B111F
-

A010EE13091T2L114F
-

A010EE16000002133F
-

A010EE16010R10114F

A010EE1600760R136F
Удалите лишние выводы. После сборки обрежьте PIN3 до 2/3 длины, обмотайте выводы минимум 0,8T. Припаяйте минимум 1,0T. Все обмотанные выводы не должны выступать за пределы выступов основания катушки после лужения.
Описание
маркер
Описание продукции
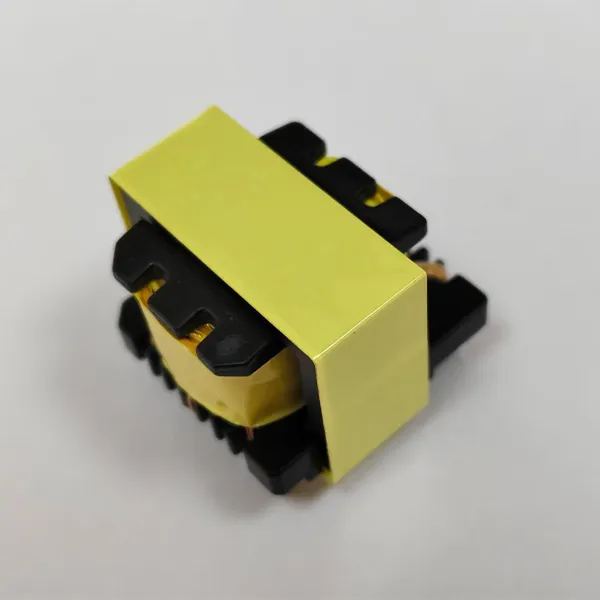
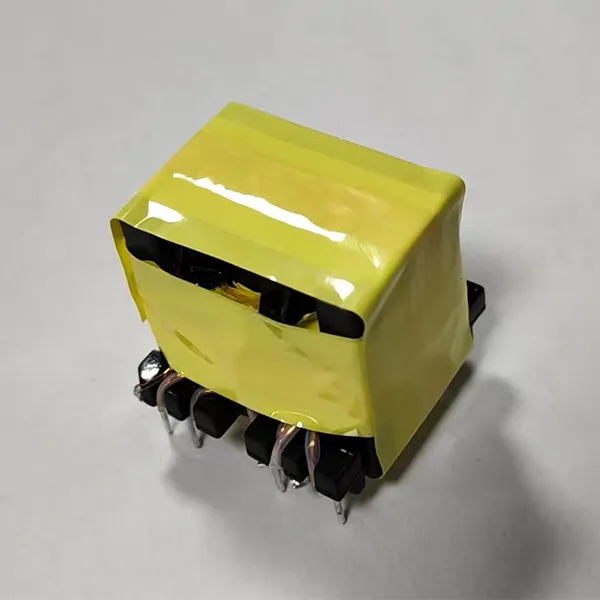
1.Внешний вид и размеры/APPEARANCE & DIMENSIONS


2.Схема конструкции обмотки
/CIRCUIT DIAGRAM

3.Схема внутреннего строения
/CONSTRUCTION DIAGRAM

4.Спецификация обмотки/WINDING SPECIFICATION

Примечания:
1. Автоматизированный процесс намотки; NC-головка намотки E1 заканчивается внутри катушки, при этом над и под NC-головкой требуется два слоя ленты.
2.1 Вывод PIN1.
3. После намотки N2 сохраняйте минимальный зазор 1 мм от первичной обмотки.
4. После завершения намотки N2 прикрепите защитную ленту к стороне вторичной обмотки PIN6-7: 1 мил, длина 15 мм, ширина 8 мм *1 шт. Важное примечание: во время намотки убедитесь, что L-образная лента не загнута назад и не запуталась в катушке. Первичные и вторичные провода не должны соприкасаться друг с другом. A4
5. Удалите лишние выводы. После сборки обрежьте PIN3 до 2/3 длины, обмотайте выводы минимум 0,8T. Припаяйте минимум 1,0T. Все обмотанные выводы не должны выступать за пределы выступов основания катушки после лужения.
6. Нанесите ЭПОКСИД на центральную опору магнитного сердечника, заполняя до 4/5 МИН. Перед пропиткой отвердите смолу. Смола не должна выпекаться одновременно с лаком. Тип смолы не должен изменяться без разрешения.
7. При обмотке PIN1 оставьте два заземляющих провода. Скрутите эти провода перед пайкой от PIN1 примерно до середины CORE, затем согните их на 2–5 мм в сторону PIN1–5. Несанкционированные изменения метода заземления строго запрещены.
8. Внешняя крепежная лента CORE: 1MIL 8 мм × 2T.
9. Этот продукт требует вакуумной пропитки. После пропитки CORE и проволочная катушка не должны иметь никаких ослаблений.
10. Обертывание лентой с выступом по уровню основания после производства: 1 мил 17 мм × 2 слоя.
11. Ножки PIN должны быть сформированы в соответствии с точными размерами печатной платы.
5.Электрические характеристики/ELECTRICAL CHARACTERISTIC

связаться с нами
Сопутствующие популярные продукты

A010EE16050Y10114F
Рамка с PIN7 и 8 оставлена пустой. Намотайте рамку по часовой стрелке, чтобы контакты 1-5 были обращены наружу. Подсоедините все выводы намотки к выступающим точкам, за исключением PIN3.

A020EE08012112154F
Идентификация готового продукта должна быть указана рядом с контактами 1-2 с помощью прозрачной этикетки с черными буквами или лазерной гравировки (содержание см. на схеме внешнего вида готового продукта).

A010EE1305650B111F
Отшлифуйте один воздушный зазор в магнитном сердечнике. Расположите сердечник с воздушным зазором вверху. Заполните центральную колонну сердечника мягкой резиной, достигнув минимальной степени заполнения 85%.

A010EE1309980R136F
PIN3 удален, PIN8 сохранен. Обмотайте контакты до минимум 0,8 мм, припаяйте до минимум 1,0 мм. После лужения всех ножек контактов припой не должен выступать за пределы выступов основания катушки.

A010EE13091T5E114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный станок вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).
A010EE16000166158F
Метод вставки вала: для станков с ЧПУ намотайте обмотки N3 так, чтобы ножки PIN были обращены вправо, вращаясь по часовой стрелке относительно станка. Перед намоткой закрепите ножки PIN1-5 с помощью обратно сложенной клейкой ленты длиной 15 мм и шириной 12,3 мм, удалив первичные/вторичные обмотки. Намотайте другие обмотки так, чтобы ножки PIN были обращены влево, вращаясь по часовой стрелке относительно станка.

A010EE13000001100F
Описание продукции 1.Внешний вид и размеры/APPEARANCE & DIMENSIONS ...
A010EE13015780147F
Метод вставки вала: станок с ЧПУ. Для обмоток N1, N2, N4 намотайте PIN1-5 по часовой стрелке с контактами, обращенными наружу. Для обмотки N3 намотайте PIN1-5 по часовой стрелке с контактами, обращенными влево.

A010EE13330G1A114F
Рама с 1 пустым штифтом. Намотайте штифты 1-5 по часовой стрелке к центру (намоточная машина вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).

A010EE13091T5F114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный станок вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).

A010EE13000002100F
Описание продукции 1.Внешний вид и размеры/APPEARANCE & DIMENSIONS ...

A010EE16010L30114F
Оберните готовый продукт тремя слоями клейкой ленты размером 0,025 × 18,0 мм вдоль направления магнитного сердечника, закрепив его на удерживающей пластине рамы.

A010EE16050R60114F
Все провода обмотки должны быть согнуты, чтобы образовать крючок под выступающими точками на стороне рамы. Все входящие и исходящие провода должны быть проложены в пазы, строго следуя методу прокладки пазов, указанному в пункте 5 выше.

A01ATQ27000008149F
Отвод X выводится через верхний паз каркаса со стороны выводов PIN1-5. После пайки на отвод надевается трубка, и он отгибается внутрь обмотки, чтобы предотвратить прокол изоленты. Для фиксации совместно с проводом Y- используется общая изолента.

A010EE13000001022F
Обмотка не должна пересекаться, перекрываться, завязываться в узлы или повреждать изоляцию медного провода. Все исходящие кабели должны быть оснащены защитными рукавами.
A020EE0803506A111F
Продукт требует пропитки. При сборке двух магнитных сердечников аккуратно потрите их друг о друга 1-3 раза, чтобы достичь требуемого значения индуктивности.



