Продукция
-

A01ATQ27000008149F
-

A010EE13330G3A114F
-
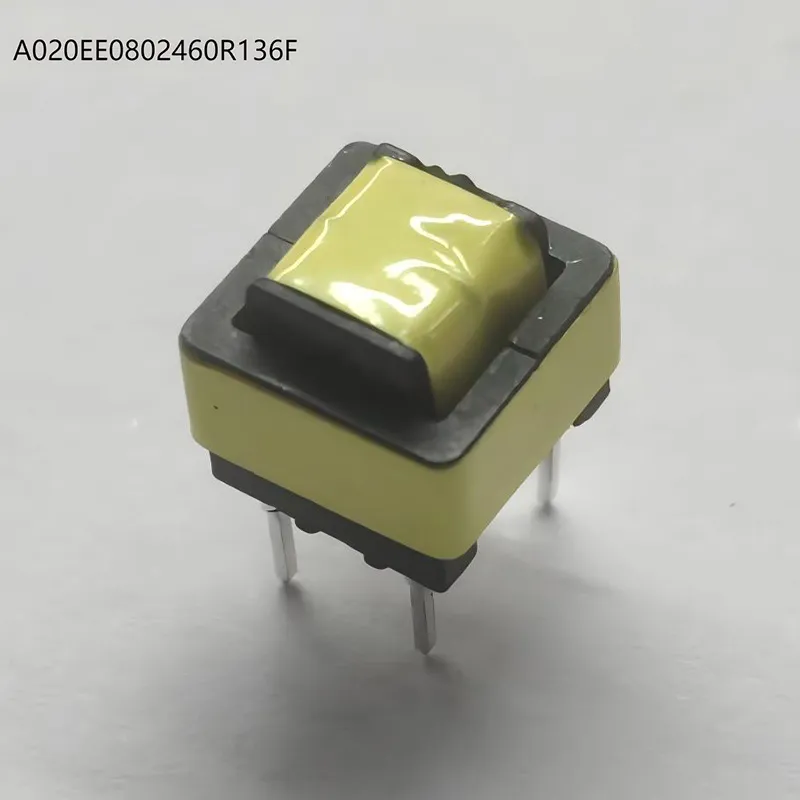
A020EE0802460R136F
-
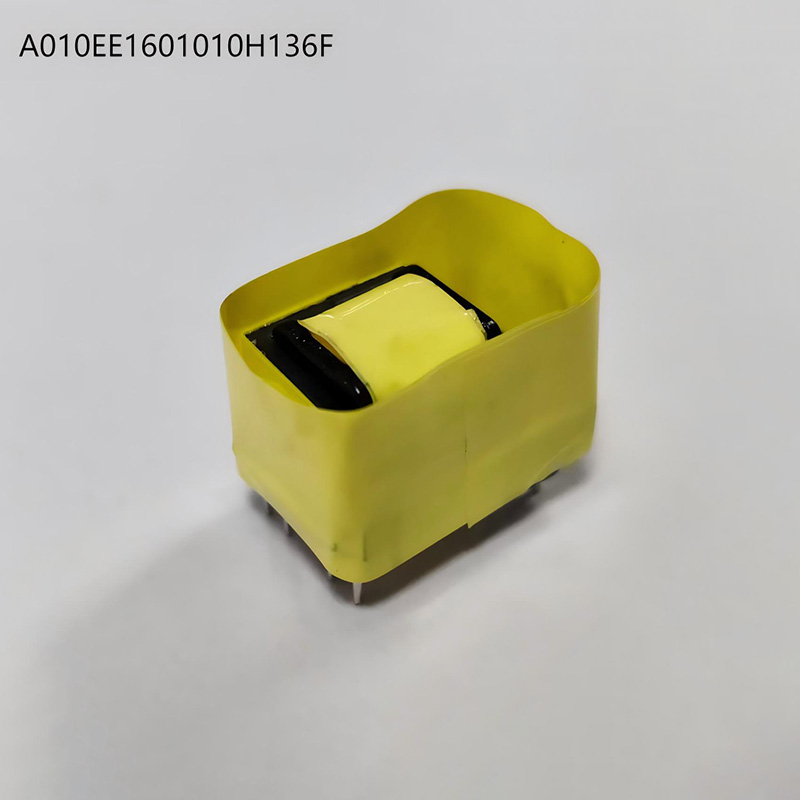
A010EE1601010H136F
-
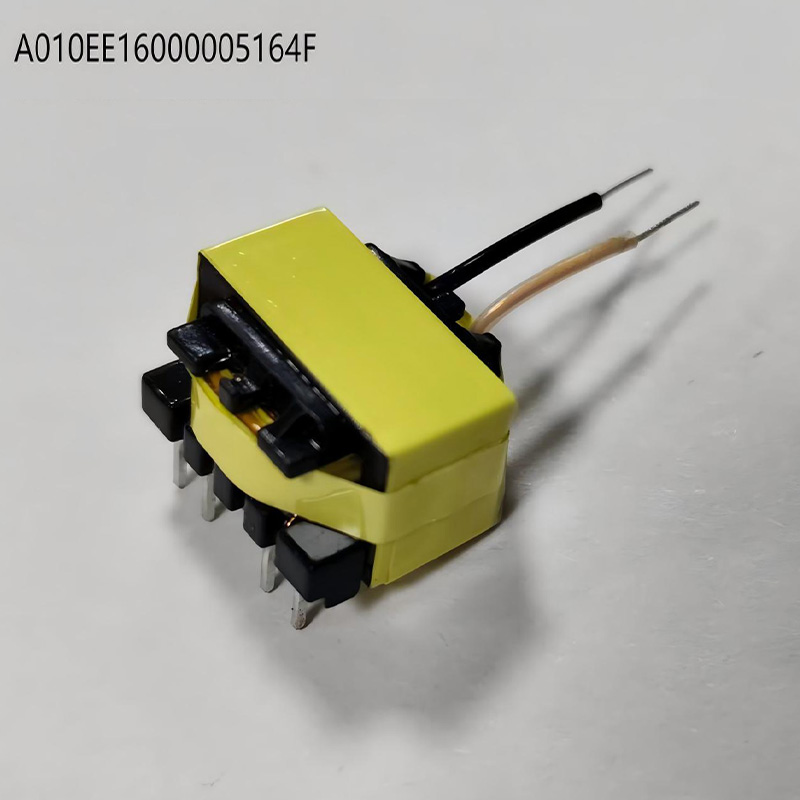
A010EE16000005164F
-

A010EE1306V500142F
-

A010EE13091T2A114F
-

A010EE13091T3G114F
-

A020EE08012112154F
-

A010EE13091T3M114F
-

A010EE1300QC30114F
-

A010EE16000003164F
-

A010EE13091T5E114F
-

A010EE16010J20114F
-
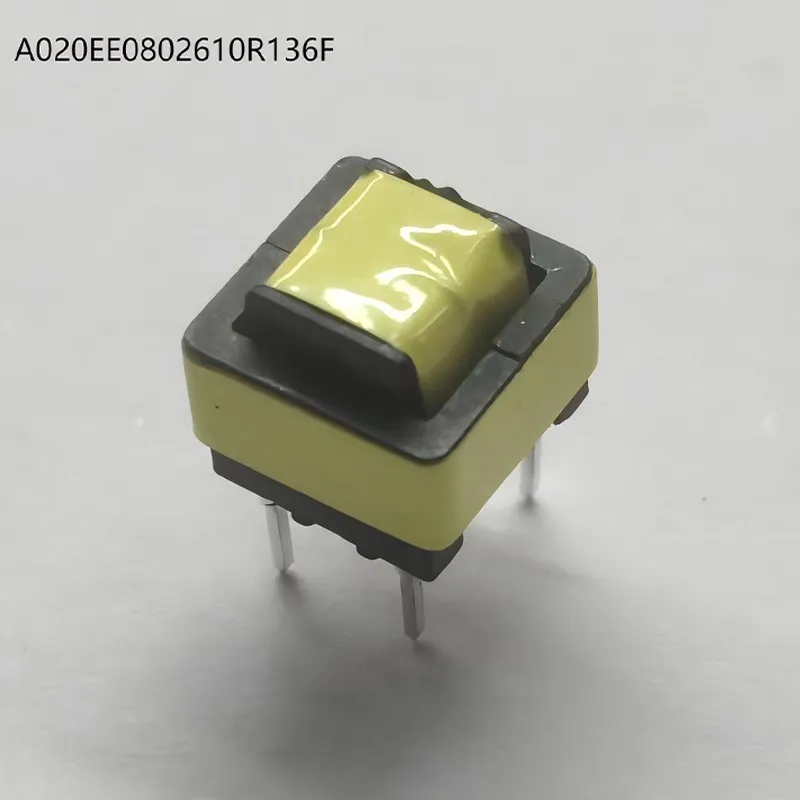
A020EE0802610R136F
-
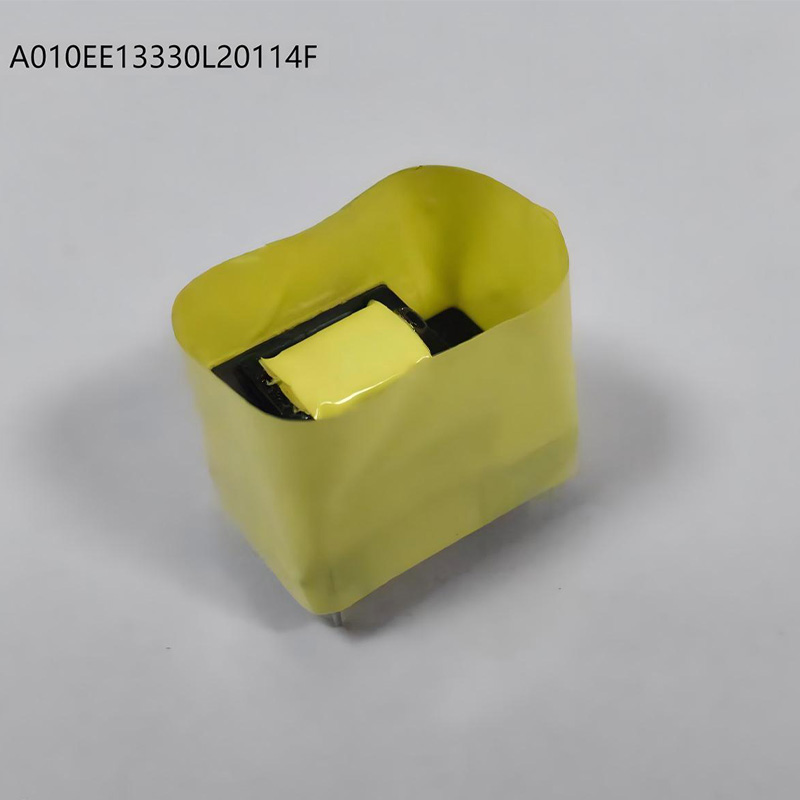
A010EE13330L20114F

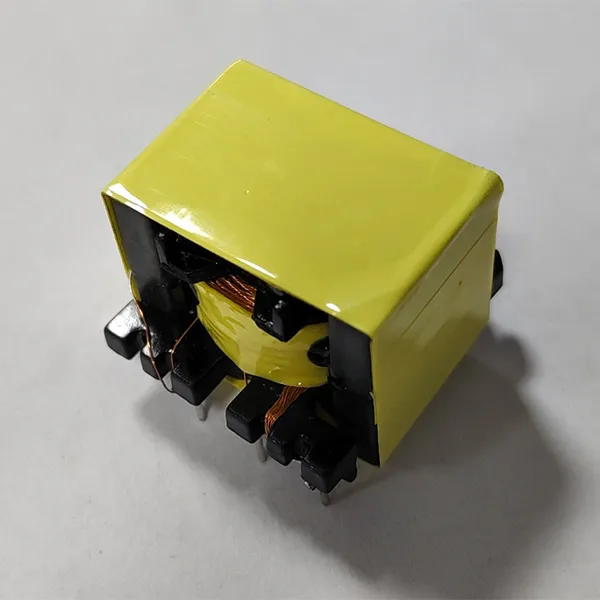
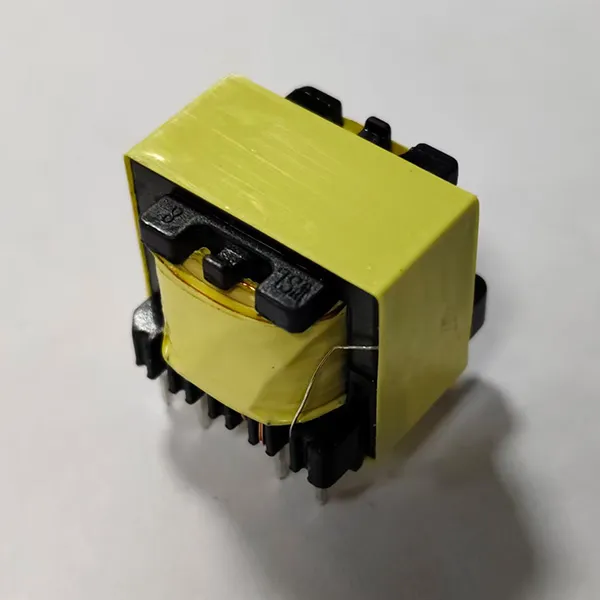
A010EE1604094B111F
Направление намотки: намотайте по часовой стрелке, штырьки должны быть обращены вправо. Наденьте термоусадочную трубку на штырьки 6 и 7, убедившись, что трубка проходит в катушку не менее чем на 3,0 мм.
Описание
маркер
Описание продукции
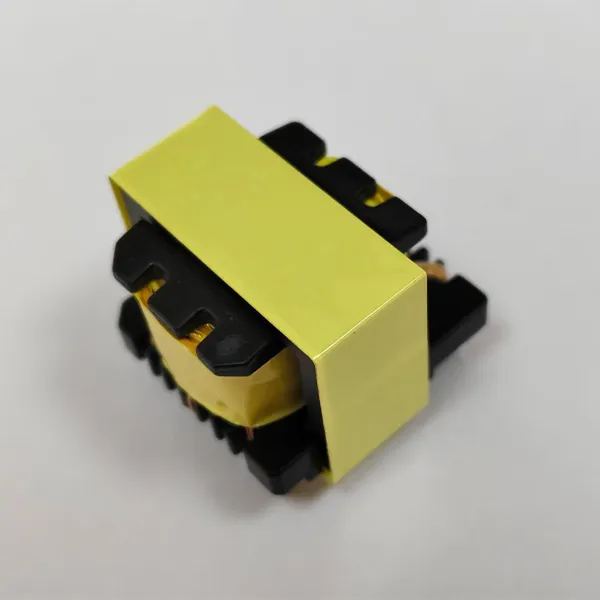
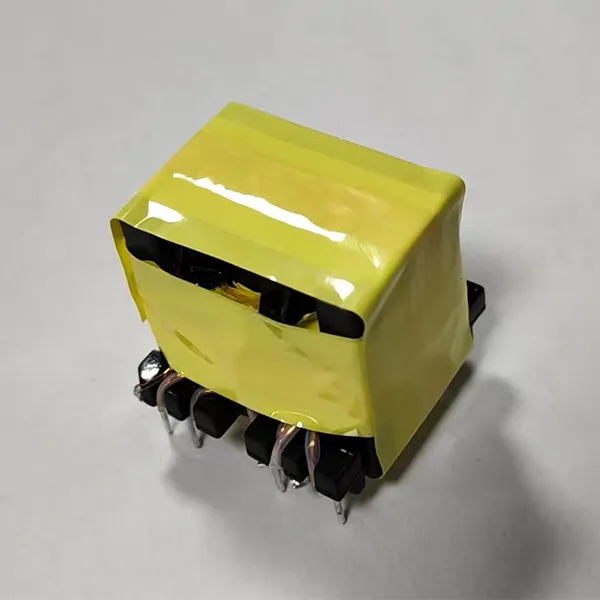
1.Внешний вид и размеры/APPEARANCE & DIMENSIONS

Размеры:( mm)

2.Схема конструкции обмотки
/CIRCUIT DIAGRAM

3.Схема внутреннего строения
/CONSTRUCTION DIAGRAM

4.Спецификация обмотки/WINDING SPECIFICATION

Примечания:
1. После пайки обрежьте 2/3 контакта PIN3 продукта.
2. Направление намотки: намотайте по часовой стрелке, штырьки должны быть обращены вправо. Наденьте термоусадочную трубку на штырьки 6 и 7, убедившись, что трубка проходит в катушку не менее чем на 3,0 мм.
3. PIN5 следует за вспомогательным пазом.
4. В обмотке N2 используется провод с тонкой изоляцией. Перед намоткой прикрепите кусок ленты шириной 8 мм и длиной 15 мм с обратной стороны к PIN1-5, отогнув ее минимум на 3 мм, чтобы изолировать первичные входные/выходные провода.
5. Убедитесь, что все обмотки уложены ровно. Трехслойный изолированный провод необходимо зачистить перед пайкой.
6. Откройте один воздушный зазор в сердечнике. Расположите воздушный зазор в верхней части изделия и закрепите сердечник клейкой лентой 8 мм/w*3TS.
7. Оберните самоклеящуюся медную фольгу толщиной 0,025 мм и шириной 6 мм вдоль направления сердечника. Затем оберните самоклеящуюся медную фольгу толщиной 0,025 мм и шириной 6 мм вдоль направления обмотки, прилегающей к первичной обмотке. Соедините концы с помощью поперечной сварки. Провода из медной фольги от обмотки подключаются непосредственно к PIN5 без трубок.
8. Наконец, обмотайте 8 мм/w*2TS (или 2 слоя ленты 1TS) вдоль направления сердечника, а затем 7,5 мм/w*2TS (или 2 слоя ленты 1TS) вдоль направления намотки.
9. Готовый продукт требует вакуумной пропитки.
5.Электрические характеристики/ELECTRICAL CHARACTERISTIC

связаться с нами
Сопутствующие популярные продукты

A010EE16EE2164100F
Удалите контакты 3 и 9. После завершения обмотки обрежьте 2/3 контакта 7 ниже точки поворота трансформатора. 3. Сердечник требует шлифования. Поместите заземленный сердечник в верхнюю часть и закрепите его 3 витками клейкой ленты шириной 5,5 мм.

A010EE13091T1G114F
Сердечник требует шлифовки. Сердечник воздушного зазора установлен рядом с контактами 6-7. Сердечник обмотан клейкой лентой 0,025*8 мм, 3 витка.
A020EE0802610R136F
Намотайте провод по часовой стрелке на шпулю, штырьки 3-4 должны быть обращены наружу. Закрепите сердечник 1-миллиметровой 4-миллиметровой 3-слойной лентой.

A010EE16050F80114F
Скелетные катушки на контактах 2, 7 и 8. Намотайте катушки по часовой стрелке от PIN1 до PIN5 в направлении к машине, при этом все обмотки должны образовывать букву «S» вокруг контактов при вращении по часовой стрелке.

A010EE13330F60114F
Сердечник требует шлифовки. Поместите отшлифованный сердечник на вторичную сторону и закрепите 8,0-миллиметровой лентой, обернув ее 3 раза вокруг сердечника.

A010EE13000003031F
Магнитный сердечник должен быть заземлен. Установите заземленный сердечник на первичную сторону PIN1-5 и закрепите его 6,0-миллиметровой клейкой лентой, обернув ее 3 раза.

A010EE13000004164F
После пайки все соединения не должны выступать за пределы крепежной пластины каркаса. Паяные соединения должны быть блестящими и не иметь следов холодной пайки, холодных соединений, неполной пайки, окисления или перемычек.

A010EE13091T3A114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный механизм вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).

A010EE13091T4A114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточная машина вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).
A010EE100091P3114F
При намотке убедитесь, что клеммы провода обращены наружу, и намотайте по часовой стрелке. Намотка должна быть ровной и равномерной; медный провод не должен быть завязан узлами, поврежден или иным образом испорчен.

A010EE1300163B158F
Маркировка должна быть нанесена струйной печатью на верхнюю поверхность изделия, с префиксом, выровненным по PIN1. Содержание в соответствии с видом готового изделия сверху.

A010EE13091T3D114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный механизм вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).

A010EE13330F50114F
При намотке N4 убедитесь, что обратный провод не проходит по прямой, чтобы избежать перекрытия или прямого контакта с намоткой N3, что может привести к сбоям первичного/вторичного высокого напряжения.

A010EE13091T5F114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный станок вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).

A010EE13330D60114F
Пустота в раме у контакта 1. Намотайте контакты 1-5 по часовой стрелке к центру (намоточная машина вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг контактов).
A010EE13091T3M114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный механизм вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).



