Продукция
-

A01ATQ17000123160F
-
A010EE16000002031F
-

A010EE13091T3C114F
-

A010EE13091T5F114F
-

A010EE13091T5E114F
-

A010EE16015010147F
-

A010EE13091T2G114F
-
A010EE13091T5C114F
-

A010EE13091T3E114F
-

A010EE13091T5G114F
-
A020EE0803506A111F
-
A010EE16000005164F
-

A010EE13091T60114F
-

A010EE13091T1G114F
-

A010EE13091T1B114F
-

A010EE13330B5C114F

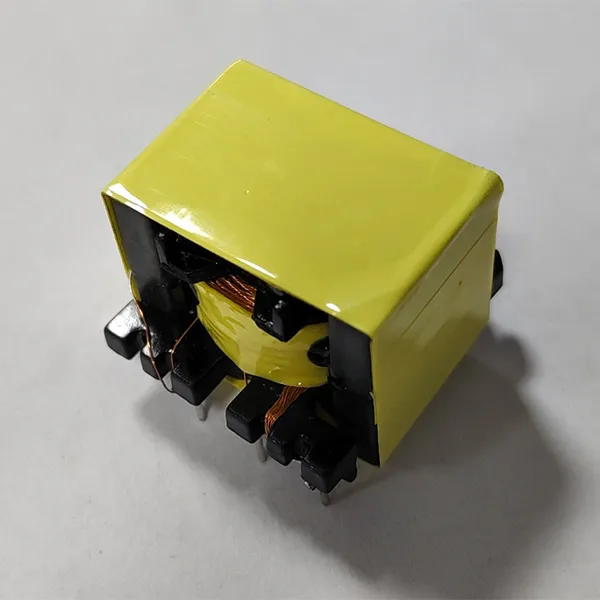
A01ATQ2707454B111F
Направление намотки: Контакты PIN3 и PIN4 — без перекрещивания (контакты каркаса направлены влево). На выводы надеваются изоляционные трубки, которые должны заходить внутрь обмотки минимум на 3,0 мм.
Описание
маркер
Описание продукции
1. Чертеж внешнего вида и габаритных размеров

размеры: (мм)

2.Принципиальная электрическая схема

3.Чертеж внутренней конструкции

4. Спецификация намотки

Примечания:
1.Направление намотки: Контакты PIN3 и PIN4 — без перекрещивания (контакты каркаса направлены влево). На выводы надеваются изоляционные трубки, которые должны заходить внутрь обмотки минимум на 3,0 мм.
2.Отвод X: Обрезается. Выводится из верхней части каркаса со стороны первичной обмотки. После завершения намотки N5 провод заплетается, паяется и отгибается обратно к обмотке. Необходимо избегать наложения, чтобы не превысить габариты обмотки. Место пайки изолируется. В завершение наматывается 2 витка изоленты.
3.Выводные провода N2/N3: Провод S вводится в верхней части каркаса со стороны вторичной обмотки, помещается в белую термоусадочную трубку 16L35 мм. Провод F выводится из нижней части каркаса со стороны вторичной обмотки, помещается в черную термоусадочную трубку 16L50 мм. После намотки N5 провод F отгибается к верхней части для вывода, при этом форма отгиба не должна создавать перекрещивания. Для фиксации наматывается 2 витка изоленты.
4.Сердечник: Используется сердечник с одним шлифованным воздушным зазором. Сердечник с зазором должен быть установлен в верхней части изделия. Зазор в центральном керне сердечника заполняется мягким клеем. Объем клея должен заполнять не менее 85% центрального керна.
5.Установка сердечника: Перед сборкой сердечника, на стороне выводов PIN1-4 на сердечник наклеивается один слой высокотемпературной ленты шириной 19,0 мм (см. вид снизу). Снаружи сердечник фиксируется 2 витками ленты шириной 12,0 мм.
6.Фиксация сердечника: В месте соединения половинок сердечника наносятся 4 капли однокомпонентного жесткого клея либо клей наносится по всей поверхности контакта для фиксации.
7.Экран из медной фольги: На сердечник накладывается крестообразный экран из самоклеящейся медной фольги. Вдоль сердечника, по центру, накладывается фольга толщиной 0,025 мм, шириной 13,0 мм на 1,1 витка. Вдоль обмотки, по центру, накладывается фольга толщиной 0,025 мм, шириной 6,0 мм на 1,1 витка. Две полосы фольги спаиваются крестообразно. Точки пайки фольги располагаются со стороны PIN1-F. Фольга со стороны обмотки соединяется (без изоляционной трубки) с контактом PIN3 (точка пайки не должна находиться на сердечнике со стороны PIN4).
8.Завершающая изоляция: На одном уровне с нижними выводами PIN1-4, вдоль сердечника наматывается лента шириной 34,0 мм на 2 витка (или 2 слоя ленты по 1 витку). В месте расположения выводных проводов ленту можно надрезать. Излишек ленты загибается на сторону обмотки без выводов. Минимальная высота загиба — 8,0 мм. Выводные провода отгибаются к стороне с выводами (PIN-сторона), затем вдоль обмотки наматывается лента шириной 11,0 мм на 2 витка (или 2 слоя ленты по 1 витку) для фиксации выводов. Выводные провода формируются в соответствии с посадочным местом на печатной плате.
9.Пропитка: Готовое изделие подлежит вакуумной пропитке. Лак должен проникнуть в самый внутренний слой обмотки. После пропитки не должно быть люфта между сердечником и обмоткой.
10.Материалы: Для всех операций используется коричневая (чайная) высокотемпературная лента.
5. Электрические параметры и испытания

связаться с нами
Сопутствующие популярные продукты

A01ATQ17000109160F
Начальный провод A обмотки N3 оснащен белой трубкой 19L*33мм, конечный провод B – черной трубкой 19L*38мм. Провода выводятся сверху со стороны контактов PIN6-10. Трубка должна заходить внутрь обмотки минимум на 3 мм. Общая длина выводов A и B (при установленном сердечнике) составляет 27.0±2 мм, включая часть под пайку 3.0±1 мм.
A010EE13091T1B114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут тремя слоями клейкой ленты размером 0,025 мм × 8 мм.

A010EE13091T50114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный станок вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).

A010EE13091T3I114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный механизм вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).
A010EE16000006100F
Черная рамка вокруг этикетки на рисунке выше служит только для ориентира по размерам; на производственной этикетке черная рамка не должна присутствовать.

A010EE1600800R136F
При намотке PIN1 оставьте заземляющий провод 2UEWΦ0,25*1P. Сначала припаяйте заземляющий провод, затем проложите его от стороны PIN1 до середины нижней части CORE. Согните его на 3–5 мм в сторону PIN1–8 и закрепите лентой: 1MIL8mm*2T, обернутой вокруг CORE.

A010EE1305220B111F
Отшлифуйте один воздушный зазор на сердечнике; расположите воздушный зазор на стороне PIN1-4. Закрепите сердечник снаружи с помощью клейкой ленты 6,0 мм/W*3TS.

A010EE1308349A111F
В магнитном сердечнике выполнить односторонний воздушный зазор (GAP). Сердечник с зазором установить со стороны выводов PIN1-4. Центральное отверстие сердечника заполнить мягким клеем, минимум на 85% объема.

A010EE16010L20114F
Все провода обмотки должны быть согнуты под выступающими точками на стороне рамы, чтобы образовать крючки. Контакты 3 и 4 имеют общий паз для выхода провода, но не должны быть спаяны вместе или закорочены. Все входящие и выходящие провода должны быть проложены в пазы в строгом соответствии с методом, описанным в пункте 5 выше.

A010EE16161T10114F
Этикетка прикреплена к верхней стороне, текст обращен к контактам 1-5 (спецификация этикетки: прозрачный фон с черным текстом или напечатанный распылителем).

A010EE13000003099F
Провод обмотки N2 необходимо согнуть, чтобы сформировать крючок под выступом вторичной стороны: штыри обмотки N2 должны быть оснащены втулками, концы которых должны быть на одном уровне с краем паза рамы.

A010EE13091T2A114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут тремя слоями клейкой ленты размером 0,025 мм × 8 мм.

A010EE13091T2E114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут тремя слоями клейкой ленты размером 0,025 мм × 8 мм.
A010EE13000010100F
Отшлифуйте сердечник. Установите заземленный сердечник в верхней части и закрепите его 3 витками ленты 5,5 мм. 5. Лента для обмотки проводов: 8,0 мм; лента для сердечника: 5,5 мм. Обе должны быть обмотаны зеленой лентой.
A010EE100091P2114F
Магнитный сердечник требует шлифовки; сердечник с воздушным зазором устанавливается на нижние штифты, при этом сердечник обернут клейкой лентой 0,025×4,5 мм (3 слоя). 4. Продукт требует вакуумной пропитки.

A010EE16000007133F
Использовать светло-желтую ленту по всей длине. Зарезервировать вывод для PIN4; после пайки согнуть вывод от нижнего сердечника к боковому сердечнику PIN5. Отшлифовать сердечник и установить сверху; закрепить лентой 7,8 мм, обернутой вокруг 3TS.



