Продукция
-

A010EE16000004100F
-

A010EE13330F50114F
-

A010EE13091T1B114F
-

A010EE16000003133F
-

A010EE13091T3E114F
-

A010EE13091T3B114F
-
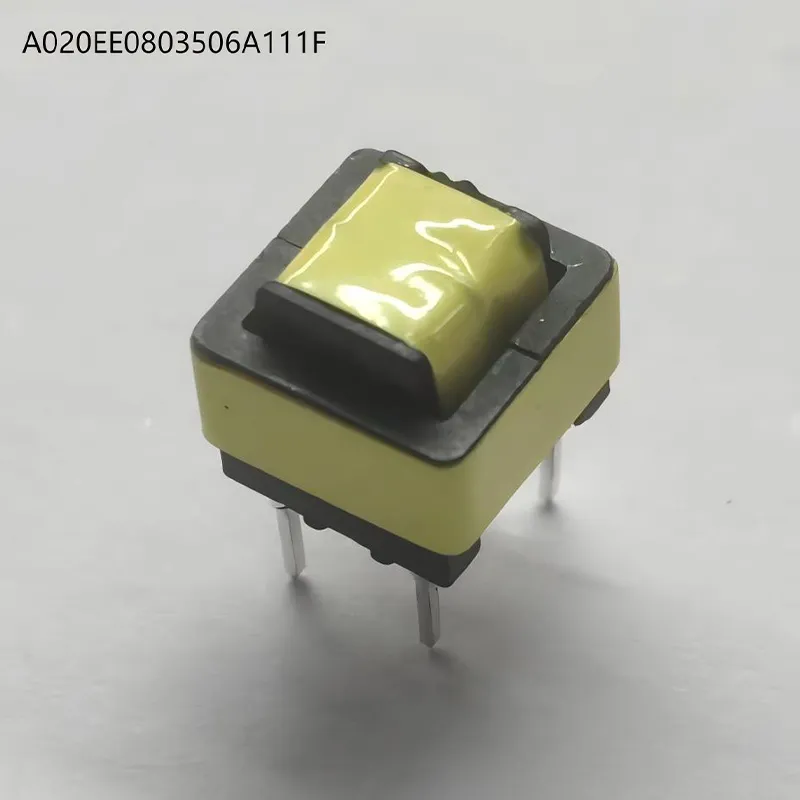
A020EE0803506A111F
-

A010EE13000001022F
-

A010EE1605B0SL114F
-
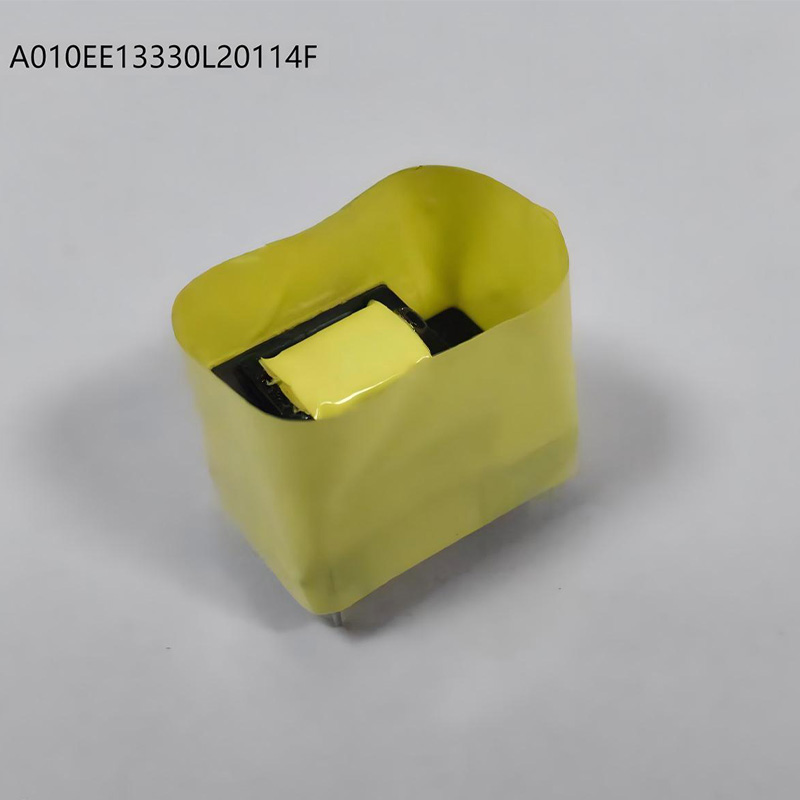
A010EE13330L20114F
-

A010EE1607386A111F
-

A010EE13000006099F
-

A010EE1600760R136F
-

A010EE16000006133F
-

A010EE13000004031F
-

A010EE1310230R136F

A010EE13000004164F
После пайки все соединения не должны выступать за пределы крепежной пластины каркаса. Паяные соединения должны быть блестящими и не иметь следов холодной пайки, холодных соединений, неполной пайки, окисления или перемычек.
Описание
маркер
Описание продукции
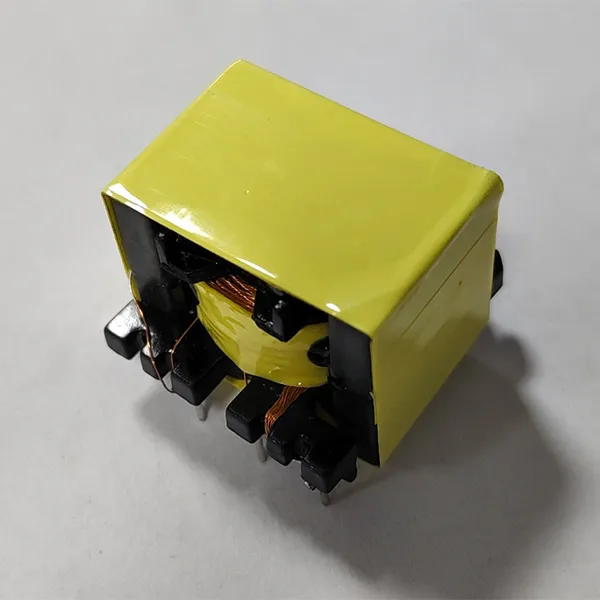
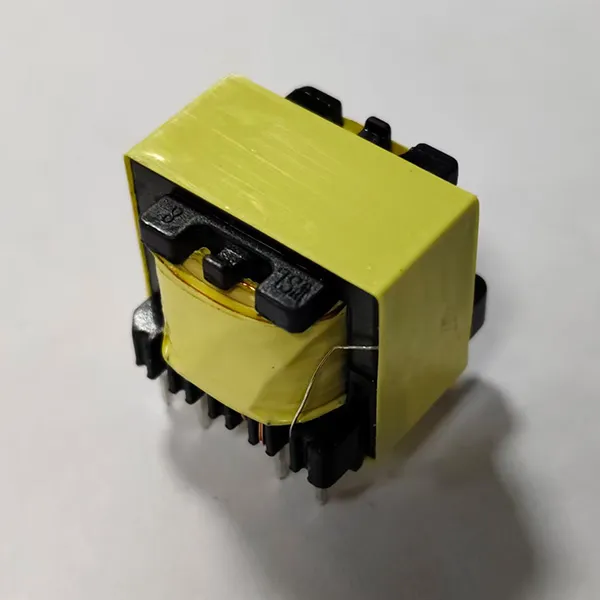
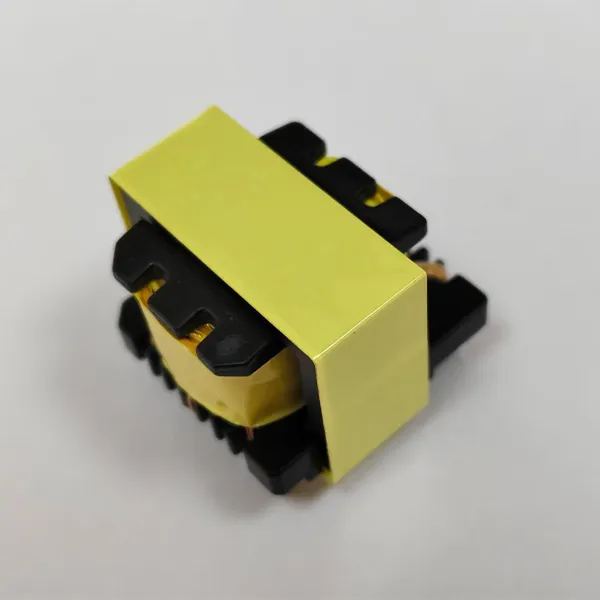
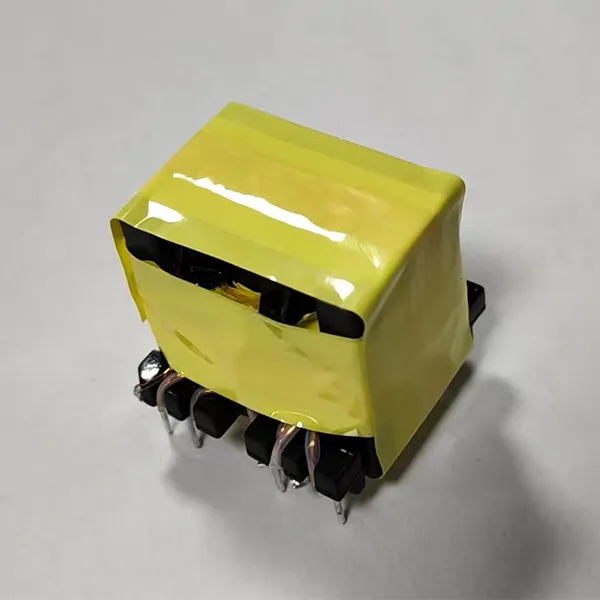
1.Внешний вид и размеры/APPEARANCE & DIMENSIONS


Размеры: (mm)
| A | B | C | D | E1 | E2 | F1 | F2 | G |
| 14.0 MAX | 21.0 MAX | 12.5 MAX | 3.5±0.3 | 4.0±0.3 | 2.8±0.5 | 10.7±0.3 | 17.5±0.3 | SQ0.5±0.1 |
2.Схема конструкции обмотки
/CIRCUIT DIAGRAM

3.Схема внутреннего строения
/CONSTRUCTION DIAGRAM

4.Спецификация обмотки/WINDING SPECIFICATION
| №
No. |
Начало
START |
Окончание FINISH | Эмалированный провод
WIRE(mm) |
Витков
Ts |
Способ намотки
WINDING METHOD |
Изоляционная лента
INSULATION TAPE |
ТРУБКА
TUBE |
ПРИМЕЧАНИЕ REMARK |
| N1 | 3 | 1 | 2UEW-F/Φ0.13mm*1P | 107 | Плотная | 5.8mm*2Ts | / | Без перекр. |
| N2 | 2 | NC | 2UEW-F/Φ0.13mm*1P | 5 | 1 слой, равномерно | 5.8mm*2Ts | / | |
| N3 | 6 | 2 | 2UEW-F/Φ0.13mm*1P | 14.5 | 1 слой, равномерно | 5.8mm*2Ts | / | |
| N4 | 5 | 4 | TIW-B/Φ0.45mm*1P | 7 | Плотная | 5.8mm*2Ts | 23L*35mm*1P | Без перекр. |
Примечания:
1. Рама с 7 штифтами;
2. Метод намотки: станок с ЧПУ. Все намоточные рамы с ножками PIN обращены влево. Станок вращается по часовой стрелке для намотки. Намотка N2 заканчивается с NC, зацепленным за верхнюю точку поворота ножки PIN2. Все намотки должны быть ровными, без перекрещивания, перекрытия, разъединения слоев, повреждения изоляции, узлов или других дефектов.
3. Штифт 5 оснащен втулкой; втулка должна выходить за пределы штифта 3 для изоляции первичной и вторичной обмоток.
4. После пайки все соединения не должны выступать за пределы крепежной пластины каркаса. Паяные соединения должны быть блестящими и не иметь следов холодной пайки, холодных соединений, неполной пайки, окисления или перемычек.
5. Откройте воздушный зазор в магнитном сердечнике. Отшлифуйте сердечник и установите его на верхнюю часть. Зарезервируйте вывод для PIN2, согнув его от нижней части сердечника к поверхности боковой части сердечника PIN1-7. Закрепите лентой 7,0 мм, обернутой вокруг 3TS.
6. Вся клейкая лента должна быть светло-желтого цвета;
7. Продукт требует вакуумной пропитки;
8. Этикетки должны быть напечатаны струйным принтером на верхней поверхности продукта с префиксом, соответствующим PIN1 . Содержание в соответствии с видом готового продукта сверху;
9. Удалите все загрязнения с поверхности, включая шарики припоя, шлак припоя и остатки твердых веществ флюса;
10. Этот продукт изготовлен с использованием бессвинцового процесса и соответствует требованиям ROHS.
5.Электрические характеристики/ELECTRICAL CHARACTERISTIC
| №
No. |
Пункт
ITEM |
Точка испытания
MEASURED POINT |
Технические
TECHNICAL DATA |
Допуск
TOLERANCE |
Единица
UNIT |
Условия испытаний
TESTING CONDITION |
Испытательный прибор
TESTING |
| 1 | Индуктивность INDUCTANCE | L( 3-1) | 1.8 | ±5% | mH | 1KHz 0.25V
последовательное испытание AT 25℃ |
CH1062 |
| 2 | Индуктивность утечки
Leakage inductance |
LK (3-1))Остальные закоротить | 100 |
MAX |
uH | 10KHz 0.25V
последовательное испытание AT 25℃ |
CH1062 |
| 3 | Сопротивление
DC Resistance |
||||||
|
4 |
Испытание на напряжение
HI-POT |
PRI-SEC | AC3750 | / | V | 10mA/5S/60Hz | CJ2670 |
| PIN1-PIN2 | AC1500 | / | V | 10mA/5S/60Hz | |||
| 5 | Сопротивление изоляции
INSULATION RESISTANCE |
PRI-SEC | 100 | MIN | MΩ | DC500V | CJ2672 |
связаться с нами
Сопутствующие популярные продукты

A01ATQ2707717B111F
Провод S входит со стороны вторичной стороны рамки PIN. Провод F выходит из верхней части вторичной стороны рамки. После завершения намотки N4, согнуть S в направлении верхней точки выхода и закрепить двумя витками клейкой ленты.

A010EE1308349A111F
В магнитном сердечнике выполнить односторонний воздушный зазор (GAP). Сердечник с зазором установить со стороны выводов PIN1-4. Центральное отверстие сердечника заполнить мягким клеем, минимум на 85% объема.

A010EE16000007133F
Использовать светло-желтую ленту по всей длине. Зарезервировать вывод для PIN4; после пайки согнуть вывод от нижнего сердечника к боковому сердечнику PIN5. Отшлифовать сердечник и установить сверху; закрепить лентой 7,8 мм, обернутой вокруг 3TS.

A010EE13091T5A114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный станок вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).
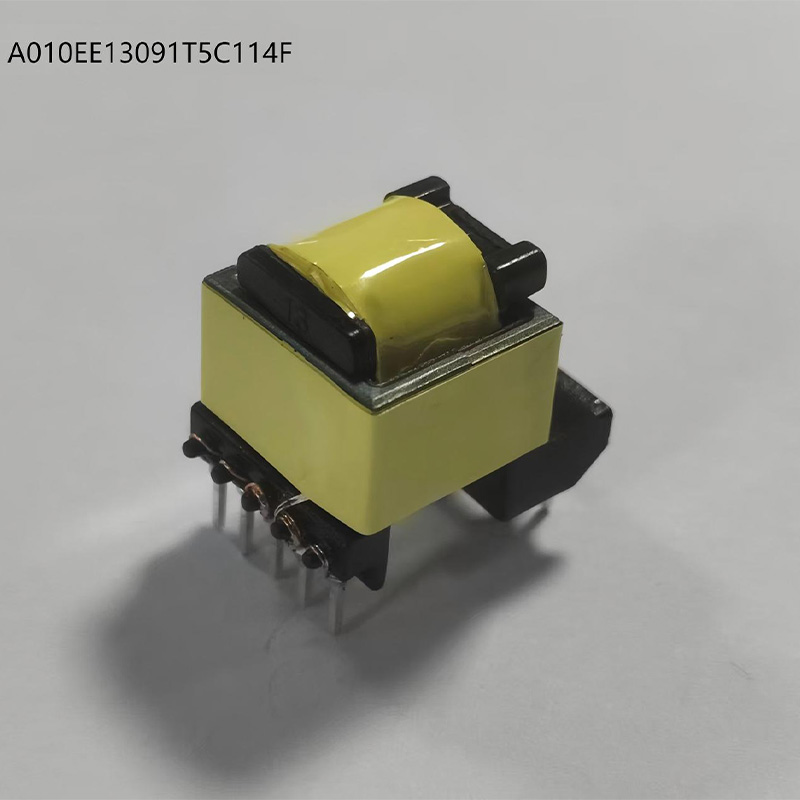
A010EE13091T5C114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный станок вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).
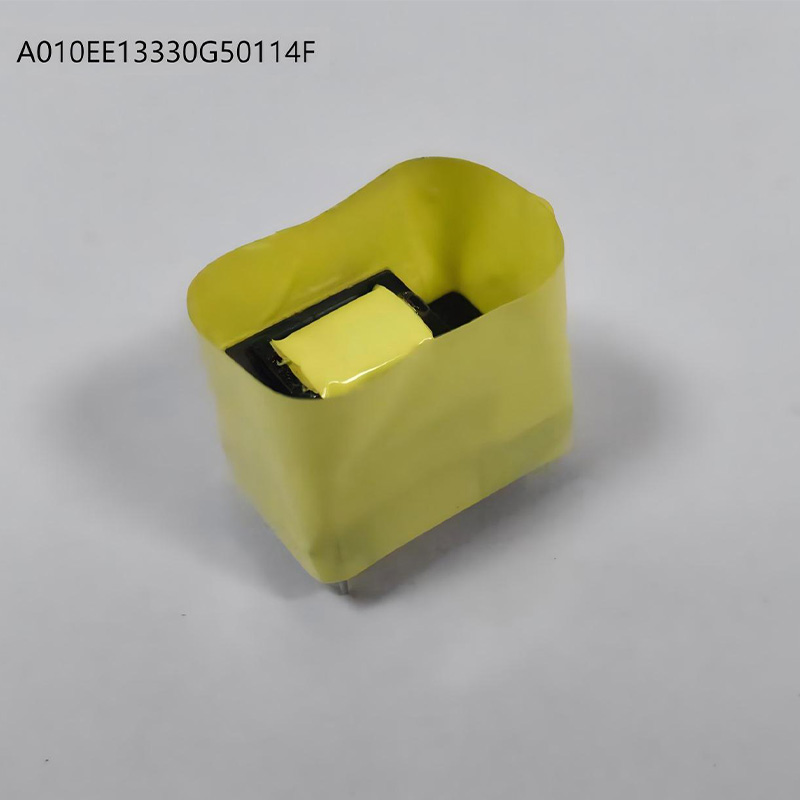
A010EE13330G50114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут тремя слоями клейкой ленты размером 0,025 × 7,8 мм.
A010EE13000001022F
Обмотка не должна пересекаться, перекрываться, завязываться в узлы или повреждать изоляцию медного провода. Все исходящие кабели должны быть оснащены защитными рукавами.

A010EE13330F60114F
Сердечник требует шлифовки. Поместите отшлифованный сердечник на вторичную сторону и закрепите 8,0-миллиметровой лентой, обернув ее 3 раза вокруг сердечника.

A010EE16EE2164100F
Удалите контакты 3 и 9. После завершения обмотки обрежьте 2/3 контакта 7 ниже точки поворота трансформатора. 3. Сердечник требует шлифования. Поместите заземленный сердечник в верхнюю часть и закрепите его 3 витками клейкой ленты шириной 5,5 мм.
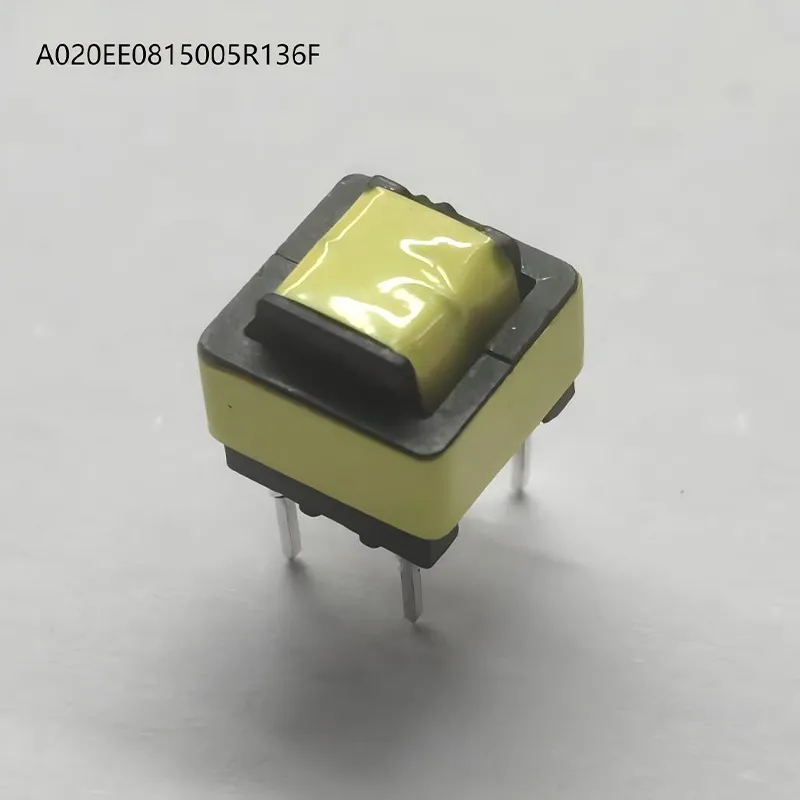
A020EE0815005R136F
Намотайте катушку так, чтобы шпулька была обращена вправо, а контакты 3-4 были обращены наружу в правильном направлении.
A010EE13330D80114F
Спецификации упаковки: каждая маленькая коробка содержит 275 штук. Каждая картонная коробка содержит 6 коробок. Количество в картонной коробке: 1650 штук.

A010EE16161T10114F
Этикетка прикреплена к верхней стороне, текст обращен к контактам 1-5 (спецификация этикетки: прозрачный фон с черным текстом или напечатанный распылителем).

A010EE16161T1A114F
Этикетка прикреплена к верхней стороне, текст выровнен по разъемам PIN1-5 (спецификация этикетки: прозрачный фон с черным текстом или напечатанный распылителем).

A010EE13330G3A114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный станок вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).
A01ATQ2707454B111F
Направление намотки: Контакты PIN3 и PIN4 — без перекрещивания (контакты каркаса направлены влево). На выводы надеваются изоляционные трубки, которые должны заходить внутрь обмотки минимум на 3,0 мм.
A010EE16000001154F
Шлифованный (с зазором) сердечник установить сверху. Оставленный вывод PIN1 залудить и обеспечить надежный контакт с нижней частью сердечника. Зафиксировать лентой шириной 7,8 мм, 3 витка (3TS).



