Продукция
-

A010EE16000004133F
-
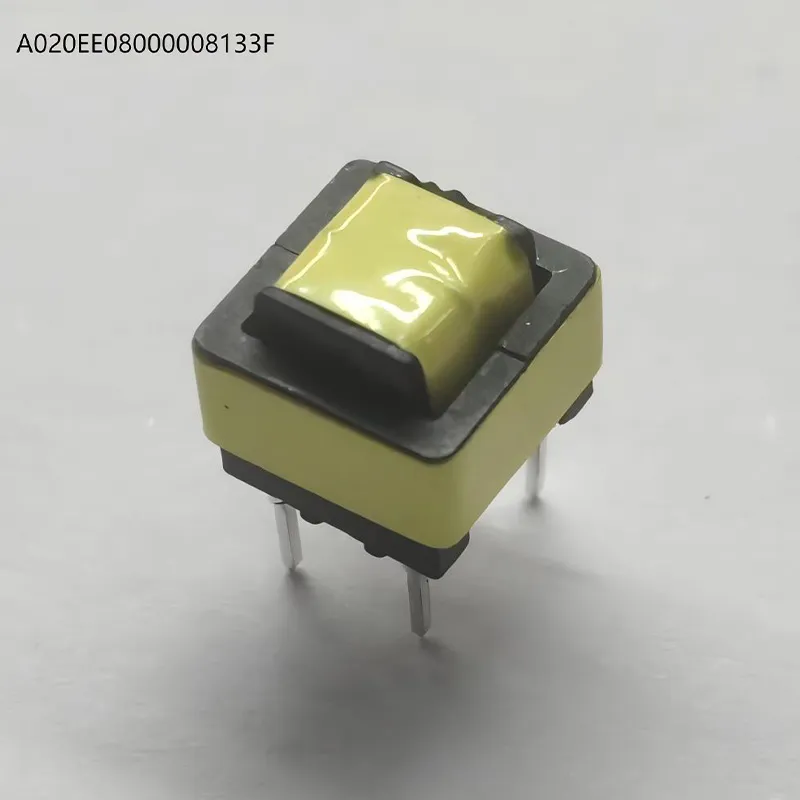
A020EE08000008133F
-

A010EE13000003031F
-

A010EE1305650B111F
-

A010EE13091T1V114F
-

A010EE13091T5F114F
-

A010EE13091T2A114F
-

A010EE16000001161F
-

A010EE16010R30114F
-

A010EE1306V500142F
-

A010EE13014581147F
-

A010EE13091T3J114F
-

A010EE16000003100F
-

A010EE1601230R136F
-

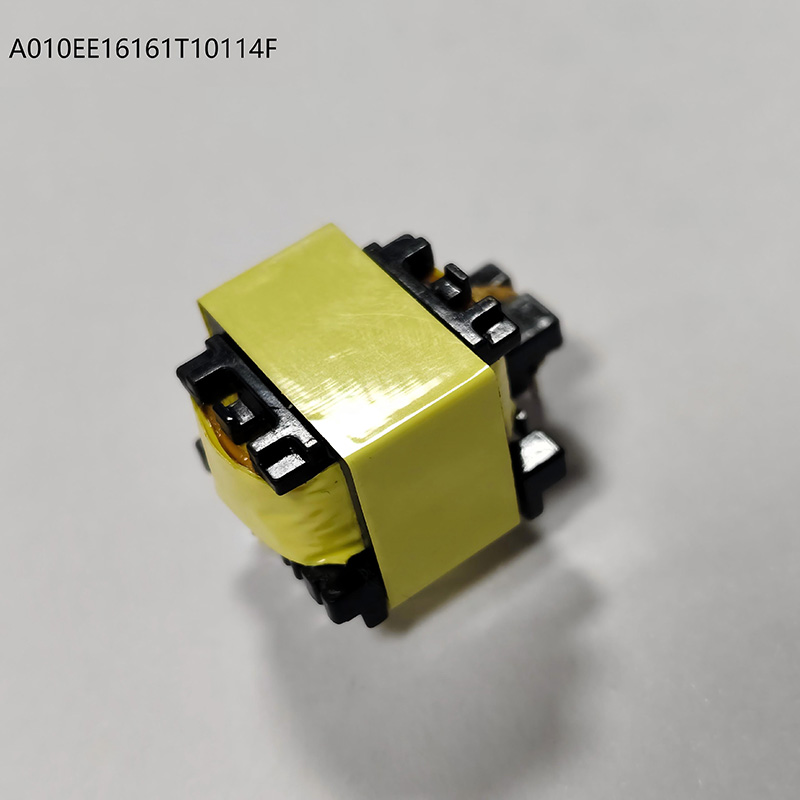
A010EE16161T10114F
-

A010EE13091T2D114F

A010EE1600900R136F
Удалите пустой штырь между PIN6 и PIN7. После сборки обрежьте PIN3 до 2/3 длины. Все штыри должны быть покрыты лугой с обмотанными проводами, чтобы они не выступали за пределы выпуклых точек катушки.
Описание
маркер
Описание продукции
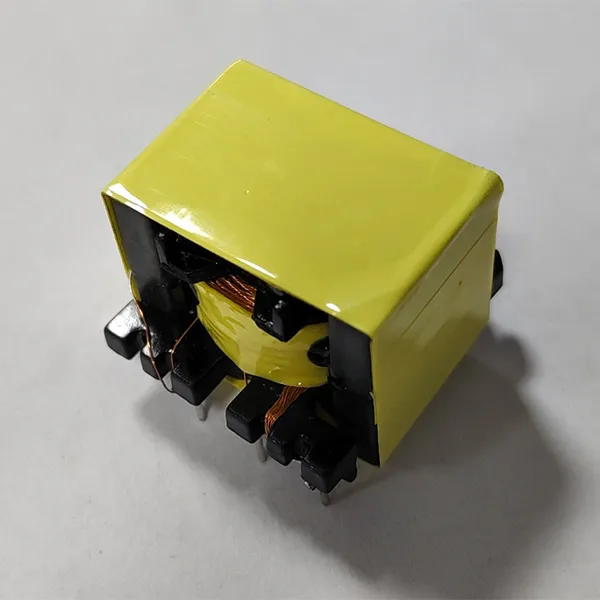
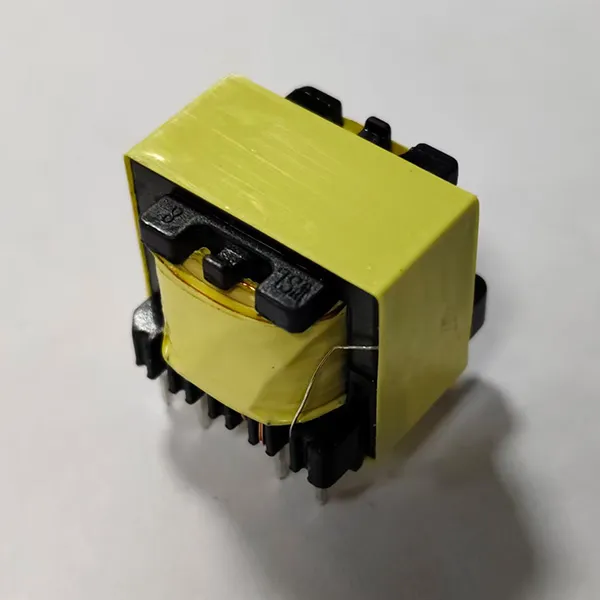
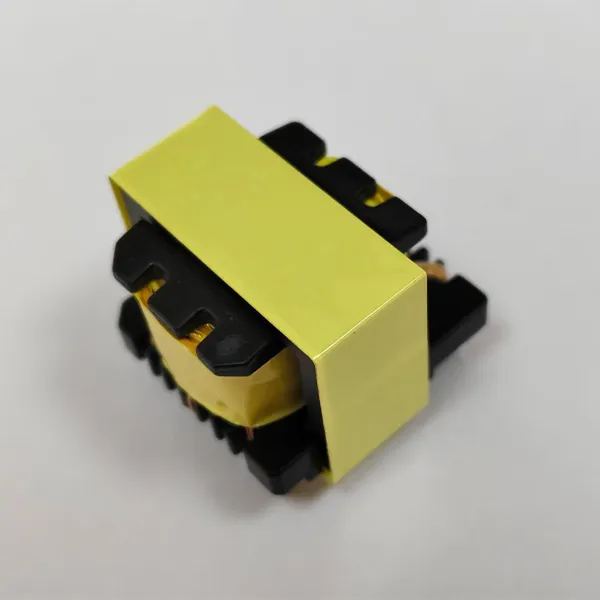
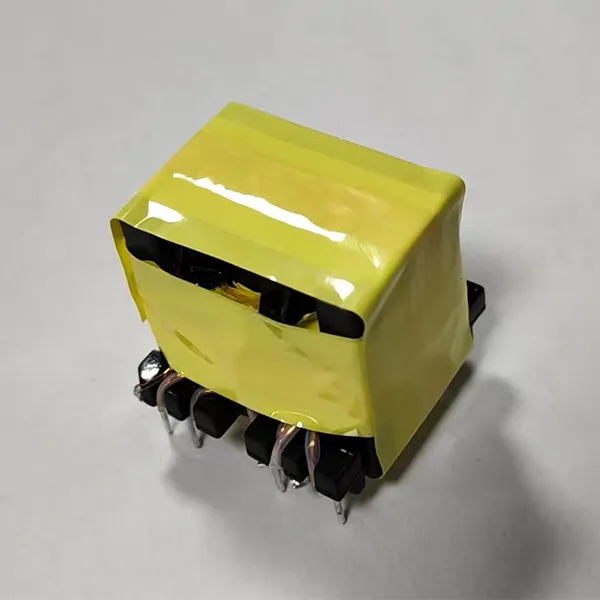
1.Внешний вид и размеры/APPEARANCE & DIMENSIONS

2.Схема конструкции обмотки
/CIRCUIT DIAGRAM

3.Схема внутреннего строения
/CONSTRUCTION DIAGRAM

4.Спецификация обмотки/WINDING SPECIFICATION

Примечания:
1. Полностью автоматизированный процесс намотки. Концы клеммы E1NC заканчиваются примерно в 1,2 мм от верхней выемки на вторичной стороне, не превышая верхнюю выемку.
2. PIN4 и PIN5 используют слот PIN4-5; все остальные контакты используют слот PIN1.
3. Удалите пустой штырь между PIN6 и PIN7. После сборки обрежьте PIN3 до 2/3 длины. Все штыри должны быть покрыты лугой с обмотанными проводами, чтобы они не выступали за пределы выпуклых точек катушки.
4. Нанесите эпоксидную смолу на центральную опору магнитного сердечника, заполнив ее на 2/3. Перед пропиткой дайте эпоксидной смоле отвердеть. Не запекайте эпоксидную смолу одновременно с лаком.
5. При обмотке PIN1 оставьте два заземляющих провода. Сначала припаяйте эти провода, затем проложите их от PIN1 к CORE, согнув их на 2–5 мм в сторону PIN1–7. Несанкционированные изменения метода заземления строго запрещены.
6. Лента для внешней фиксации сердечника: 1 мил 8 мм × 2 слоя.
7. Этот продукт требует вакуумной пропитки. После пропитки CORE и проволочная катушка не должны иметь никаких ослаблений.
8. Ножки PIN должны быть сформированы в соответствии с точными размерами печатной платы.
9. После сборки сначала обмотайте лентой, уплотнив ее с CORE, используя ленту 1MIL13mm*2T => затем обмотайте лентой, уплотнив ее с основанием катушки в направлении CORE, используя ленту 1MIL17.5mm*2T.
5.Электрические характеристики/ELECTRICAL CHARACTERISTIC

связаться с нами
Сопутствующие популярные продукты

A010EE1302608B111F
PIN2 должен быть заземлен на магнитном сердечнике с помощью провода, вытянутого снизу (провод 0,15*2P, провод должен быть полностью луженым).

A010EE1301473X114F
При намотке N3 на выводящие провода должны быть установлены изолирующие втулки. Втулка должна полностью охватывать хвостовой провод для полной изоляции от первичной обмотки. Выступ втулки за пределы катушки должен составлять не менее 6 мм.

A010EE1301458X147F
Для готовой продукции обмотайте 2 витка клейкой ленты размером 0,025 × 14 мм вровень с нижней точкой поворота рамы вдоль направления магнитного сердечника или обмотайте 1,3 витка, используя двухслойную клейкую ленту шириной 14 мм.

A010EE16161T1A114F
Этикетка прикреплена к верхней стороне, текст выровнен по разъемам PIN1-5 (спецификация этикетки: прозрачный фон с черным текстом или напечатанный распылителем).

A010EE16010L20114F
Все провода обмотки должны быть согнуты под выступающими точками на стороне рамы, чтобы образовать крючки. Контакты 3 и 4 имеют общий паз для выхода провода, но не должны быть спаяны вместе или закорочены. Все входящие и выходящие провода должны быть проложены в пазы в строгом соответствии с методом, описанным в пункте 5 выше.

A010EE13330F50114F
При намотке N4 убедитесь, что обратный провод не проходит по прямой, чтобы избежать перекрытия или прямого контакта с намоткой N3, что может привести к сбоям первичного/вторичного высокого напряжения.
A010EE16161T30114F
Магнитный сердечник подлежит шлифовке. Плоский (нешлифованный) сердечник устанавливается снизу, со стороны выводов. Снаружи сердечник зафиксировать лентой 0,025 × 9,7 мм, 3 витка (3TS).

A010EE13091T1I114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут тремя слоями клейкой ленты размером 0,025 мм × 8 мм.

A010EE16000007100F
Провода для контактов 4 и 5 имеют один и тот же паз, но не должны соприкасаться, спаиваться или замыкаться. Убедитесь, что провода из разных слоев не соприкасаются друг с другом, чтобы предотвратить искрение и обрыв проводов.
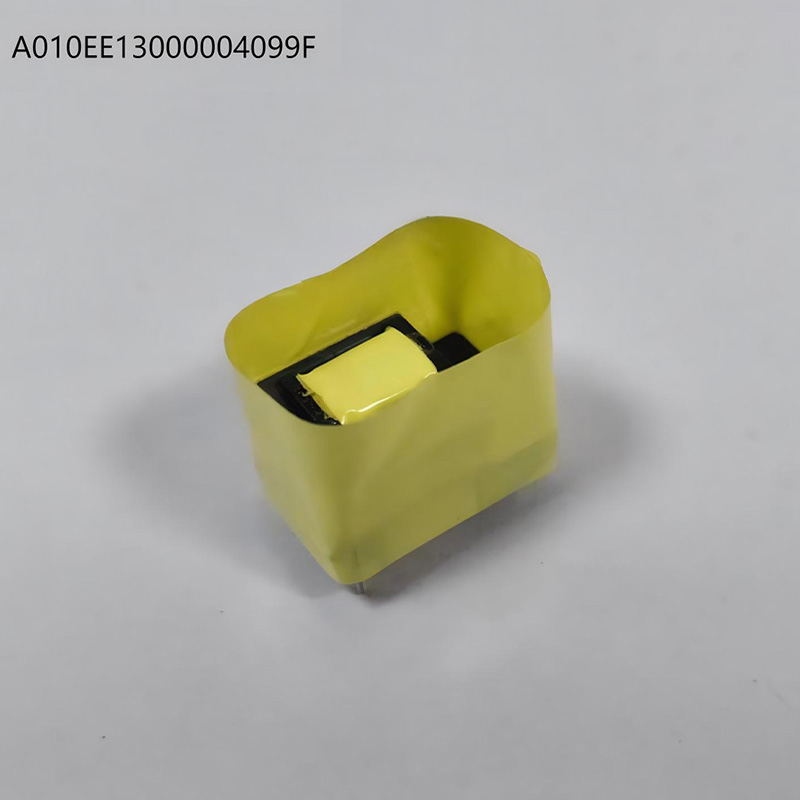
A010EE13000004099F
Способ упаковки: 26 шт. в горизонтальном ряду, 12 шт. в вертикальном ряду. Каждая маленькая коробка: 312 шт. Каждая картонная коробка содержит 7 коробок, общее количество в каждой коробке: 2184 шт. На верхнюю коробку в каждой картонной коробке необходимо положить лист пузырчатой пленки.

A010EE1300QC30114F
Намотайте по часовой стрелке, чтобы штифты 1-5 были обращены наружу (намоточный станок вращается по часовой стрелке, и все витки образуют букву «S» вокруг штифтов).

A010EE1608941A111F
Откройте воздушный зазор в магнитном сердечнике, поместите воздушный зазор на верхнюю часть изделия и заполните центральную колонну магнитного сердечника мягкой резиной не менее чем на 85 % от объема. Закрепите оба магнитных сердечника снаружи с помощью клейкой ленты 5,0 мм/W*3TS.

A010EE13091T2H114F
Сердечник требует шлифовки. Сердечник с воздушным зазором установлен рядом с штифтами 1-5, закреплен 3 витками клейкой ленты 0,025*7,8 мм.

A010EE16EE2164100F
Удалите контакты 3 и 9. После завершения обмотки обрежьте 2/3 контакта 7 ниже точки поворота трансформатора. 3. Сердечник требует шлифования. Поместите заземленный сердечник в верхнюю часть и закрепите его 3 витками клейкой ленты шириной 5,5 мм.

A010EE13091T1J114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут тремя слоями клейкой ленты размером 0,025 мм × 8 мм.

A010EE13091T50114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный станок вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).



