Продукция
-

A010EE13091T5E114F
-

A010EE13091T1V114F
-

A010EE13000004164F
-

A010EE16000007133F
-

A010EE16050R60114F
-
A010EE16000005164F
-

A010EE13091T60114F
-

A010EE1600770R136F
-

A010EE13330G3A114F
-

A010EE16050F80114F
-
A010EE13330L20114F
-
A01ATQ2309102A111F
-

A010EE13091T1N114F
-

A010EE16010L20114F
-

A010EE13091T2L114F
-
A010EE13330Q90114F

A010EE16000001161F
Способ намотки: станок с ЧПУ. Все обмотки выполняются при ориентации выводов каркаса влево. Вращение станка – по часовой стрелке. Намотка должна быть ровной. Не допускаются перекрещивание, наложение (перекрытие) витков, спад слоев, повреждение изоляции, узлы и другие дефекты.
Описание
маркер
Описание продукции
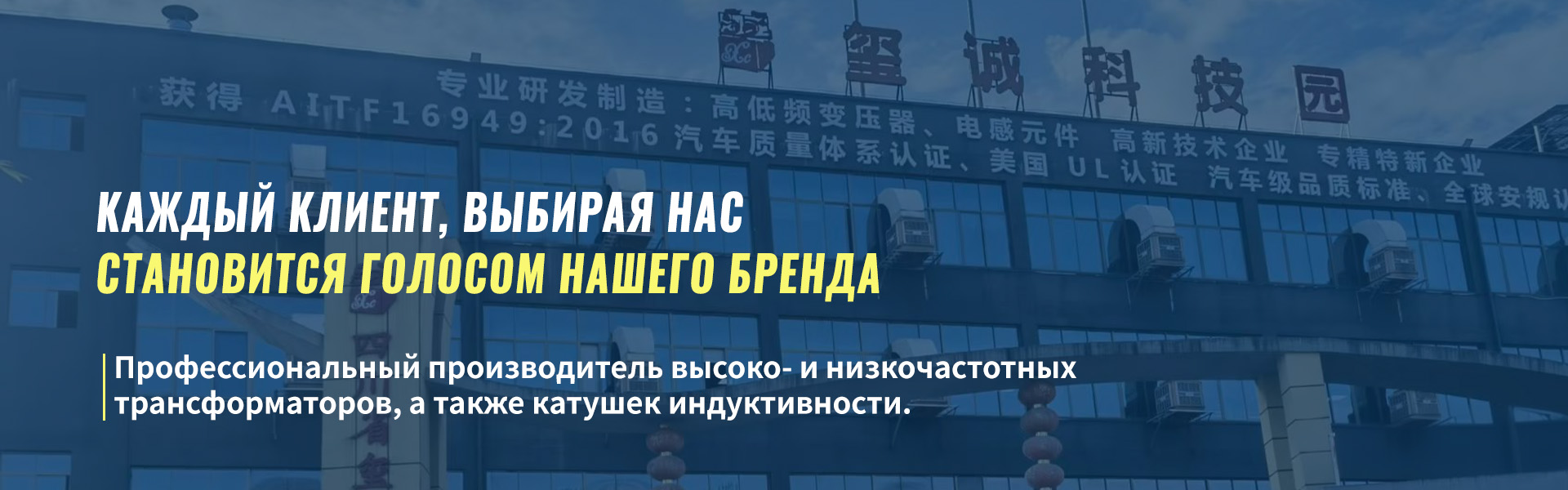
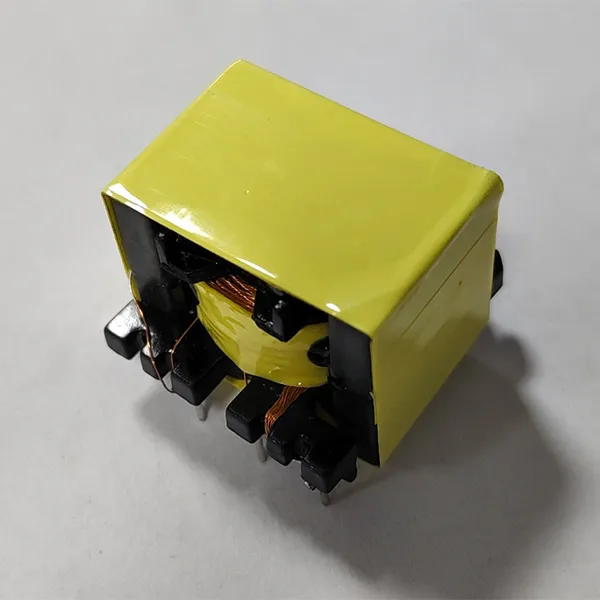
1.Внешний вид и размеры/APPEARANCE & DIMENSIONS

Размеры: (mm)
| A | B | C | D | E1 | E2 | F | G |
| 18.0 MAX | 23.5 MAX | 16.0 MAX | 3.5±0.5 | 3.0±0.5 | 4.0±0.5 | 19.5±0.5 | SQ0.6±0.1 |
2.Схема конструкции обмотки
/CIRCUIT DIAGRAM

3.Схема внутреннего строения
/CONSTRUCTION DIAGRAM

4.Спецификация обмотки/WINDING SPECIFICATION
| №
No. |
Начало
START |
Окончание FINISH | Эмалированный провод
WIRE(mm) |
Витков
Ts |
Способ намотки
WINDING METHOD |
Изоляционная лента
INSULATION TAPE |
ТРУБКА
TUBE |
ПРИМЕЧАНИЕ REMARK |
| N1 | 3 | 1 | 2UEW-F/Φ0.22mm*1P | 90 | Плотно | 7.5mm*3Ts | / | PIN Влево, без перекр. |
| N2 | 5 | 4 | 2UEW-F/Φ0.22mm*2P | 11 | У PIN,
плотно |
7.5mm*3Ts | / | PIN Влево, без перекр. |
| N3 | 7 | 6 | TIW-B/Φ0.50mm*1P | 9 | Плотно | 7.5mm*3Ts | 21L*15mm*2P Черный | PIN Влево, без перекр. |
Примечания:
1.Вывод каркаса PIN2 остается неподключенным (свободным).
2.Способ намотки: станок с ЧПУ. Все обмотки выполняются при ориентации выводов каркаса влево. Вращение станка – по часовой стрелке. Намотка должна быть ровной. Не допускаются перекрещивание, наложение (перекрытие) витков, спад слоев, повреждение изоляции, узлы и другие дефекты.
3.Для обмотки N3 используется четырехслойный провод с термоплавкой изоляцией черного цвета. На начало и конец обмотки надеть черные фторопластовые трубки. Трубки должны входить внутрь обмотки минимум на 3,0 мм.
4.После пайки все точки пайки не должны выступать за барьер каркаса. Пайка должна быть блестящей. Не допускаются: недостаточное пропаивание (сухой шов), холодная пайка, ложная пайка, замыкание соседних выводов припоем (перемычки), окисление и другие дефекты.
5.В магнитном сердечнике выполнить воздушный зазор (GAP). Шлифованный (с зазором) сердечник устанавливается сверху. Оставленный вывод PIN4 отогнуть от нижней части сердечника на боковую поверхность сердечника со стороны выводов PIN5-PIN6. Зафиксировать лентой шириной 7,8 мм, 3 витка (3TS).
6.Для всех обмоток использовать ленту темно-желтого цвета.
7.Изделие подлежит вакуумной пропитке.
8.Маркировку нанести методом струйной печати на верхнюю часть готового изделия. Начало надписи (первый символ) должно соответствовать выводу PIN1. Содержание маркировки – согласно виду сверху на готовое изделие.
9.Удалить брызги припоя, остатки флюса, затвердевшие остатки пропиточного состава (лака) и другие посторонние частицы с поверхности.
10.Данное изделие производится по бессвинцовой технологии и соответствует требованиям директивы RoHS.
5.Электрические характеристики/ELECTRICAL CHARACTERISTIC
| №
No. |
Пункт
ITEM |
Точка испытания
MEASURED POINT |
Технические
TECHNICAL DATA |
Допуск
TOLERANCE |
Единица
UNIT |
Условия испытаний
TESTING CONDITION |
Испытательный прибор
TESTING |
| 1 | Индуктивность INDUCTANCE | L( 3-1) | 1.5 | ±5% | mH | 10KHz 0.3V
последовательное испытание AT 25℃ |
CH1062 |
| 2 | Индуктивность утечки
Leakage inductance |
LK (3-1)Остальные закоротить | 75 |
MAX |
uH | 10KHz 0.3V
последовательное испытание AT 25℃ |
CH1062 |
| 3 | Сопротивление
DC Resistance |
/ | / | MAX | KΩ | AT 25℃ | TH2512 |
|
4 |
Испытание на напряжение
HI-POT |
PRI-SEC | AC3750 | / | V | 5mA/60S/60Hz |
CJ2670 |
| PIN1-PIN5 | AC1000 | / | V | 5mA/60S/60Hz | |||
| SEC-CORE | AC1500 | / | V | 5mA/60S/60Hz | |||
| 5 | Сопротивление изоляции
INSULATION RESISTANCE |
PRI-SEC | 100 | MIN | MΩ | DC500V | CJ2672 |
связаться с нами
Сопутствующие популярные продукты

A010EE1600790L136F
Перед намоткой N3 прикрепите защитную ленту к стороне PIN1-4: 1MIL 8,5 мм × 8,5 мм, 1 шт. Примечание: Лента должна экранировать выводы PIN1/2/3/4, чтобы предотвратить контакт со вторичными обмотками.

A010EE1600860R136F
При намотке PIN1 оставьте один заземляющий провод. Сначала припаяйте заземляющий провод, затем проложите его от PIN1 к CORE, согнув на 2–5 мм в сторону PIN1–8. Наконец, закрепите его обмоточной лентой CORE: 1MIL 8 мм*2T.

A010EE13091T2F114F
Перед намоткой N3 прикрепите полоску клейкой ленты шириной 15 мм и длиной 12 мм рядом с контактами 1-5, чтобы изолировать первичную и вторичную обмотки.
A010EE16000001133F
Вся клейкая лента должна быть светло-желтого цвета. Заземляющий сердечник должен быть расположен рядом с контактами 1-5 и закреплен с помощью ленты 5,0 мм, обернутой вокруг 3TS.

A010EE16000002133F
Метод вставки вала: станок с ЧПУ. При намотке обмоток N1, E1, N3 штырь обращен влево, когда станок вращается по часовой стрелке; при намотке N3 штырь обращен вправо, когда станок вращается по часовой стрелке. Все входы/выходы обмотки не должны соприкасаться.

A010EE13091T1G114F
Сердечник требует шлифовки. Сердечник воздушного зазора установлен рядом с контактами 6-7. Сердечник обмотан клейкой лентой 0,025*8 мм, 3 витка.

A010EE13000004100F
Во время намотки вставьте верхнюю часть (TOP) всех намоточных сердечников в шпиндель намоточной машины и намотайте по часовой стрелке (шпиндель вращается по часовой стрелке). 2. Штырьки 6 и 10 намотки N2 требуют вставки втулки; конец штырька намотки N2 должен быть снабжен 2-миллиметровой фиксирующей стенкой.
A010EE13330L20114F
Все провода обмотки должны быть согнуты, чтобы образовать крючок под выступающей точкой на стороне рамы. Провод для PIN1 входит в пазы 1-2, провод для PIN2 входит в пазы 2-3, провод для PIN3 входит в пазы 2-3, провод для PIN4 входит в пазы 3-4, а провод для PIN5 входит в пазы 4-5.Контакты 2 и 3 имеют общий паз для выхода провода, но не должны быть спаяны вместе или закорочены.

A010EE1600800R136F
При намотке PIN1 оставьте заземляющий провод 2UEWΦ0,25*1P. Сначала припаяйте заземляющий провод, затем проложите его от стороны PIN1 до середины нижней части CORE. Согните его на 3–5 мм в сторону PIN1–8 и закрепите лентой: 1MIL8mm*2T, обернутой вокруг CORE.
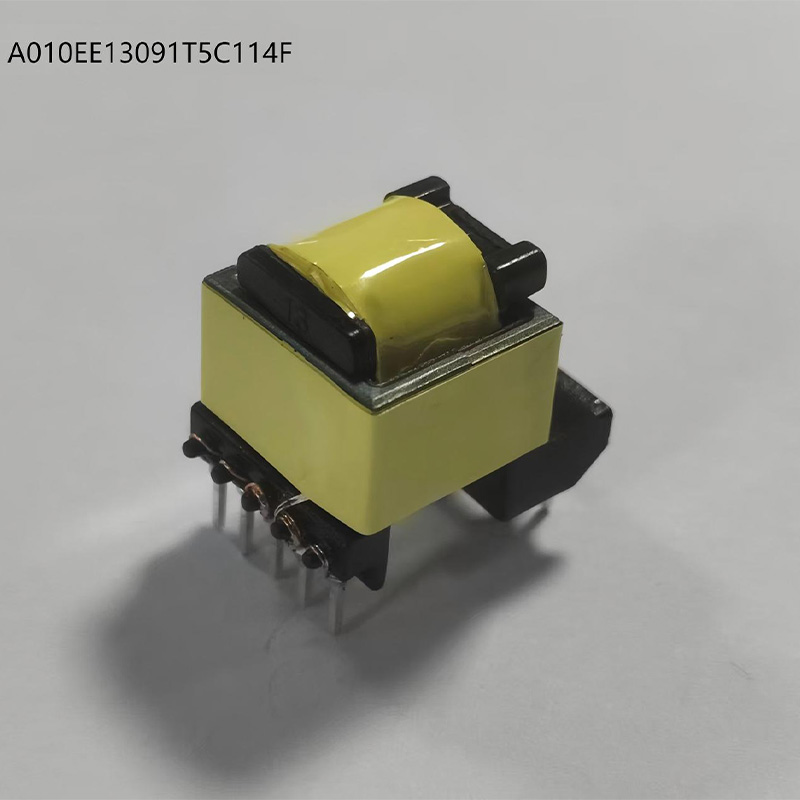
A010EE13091T5C114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный станок вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).

A010EE13000009100F
Этикетка должна быть прикреплена к стороне продукта, соответствующей PIN1-5, с текстом, ориентированным вниз. Размеры и содержание должны соответствовать показанным на рисунке выше.

A010EE16015012147F
Шлифованный (с зазором) сердечник установить со стороны выводов PIN1-5. Оставленный вывод PIN3 залудить, сформировать «L»-образный изгиб, вывести рядом с выводом PIN2 и соединить с сердечником (как показано на предыдущем рисунке). Зафиксировать лентой шириной 8,5 мм, 3 витка (3TS).

A01ATQ27000008149F
Отвод X выводится через верхний паз каркаса со стороны выводов PIN1-5. После пайки на отвод надевается трубка, и он отгибается внутрь обмотки, чтобы предотвратить прокол изоленты. Для фиксации совместно с проводом Y- используется общая изолента.

A010EE13091T2E114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут тремя слоями клейкой ленты размером 0,025 мм × 8 мм.

A010EE13091T1B114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут тремя слоями клейкой ленты размером 0,025 мм × 8 мм.

A010EE13091T2A114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут тремя слоями клейкой ленты размером 0,025 мм × 8 мм.



