Продукция
-

A010EE13091T1E114F
-

A020EE08012112154F
-

A010EE1606587B111F
-

A010EE1309980R136F
-

A010EE16000001161F
-

A010EE16010L30114F
-

A010EE13014582147F
-
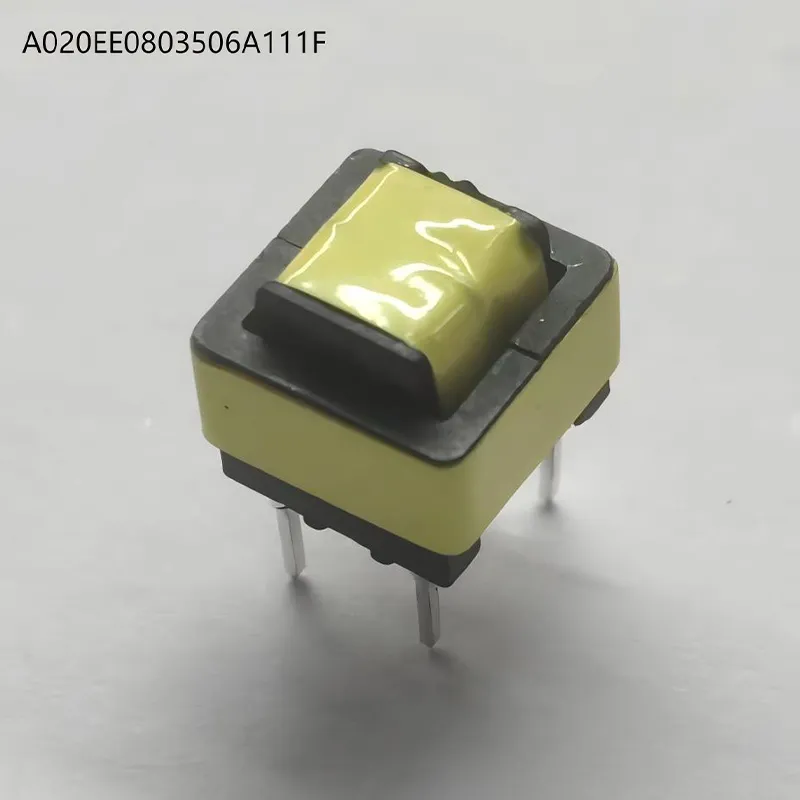
A020EE0803506A111F
-

A010EE16000002133F
-

A010EE1600820R136F
-

A010EE16000013100F
-
A010EE16000005164F
-

A010EE13330F60114F
-

A010EE16000008099F
-

A010EE13000003099F
-

A010EE1604515B111F

A010EE1600860R136F
При намотке PIN1 оставьте один заземляющий провод. Сначала припаяйте заземляющий провод, затем проложите его от PIN1 к CORE, согнув на 2–5 мм в сторону PIN1–8. Наконец, закрепите его обмоточной лентой CORE: 1MIL 8 мм*2T.
Описание
маркер
Описание продукции
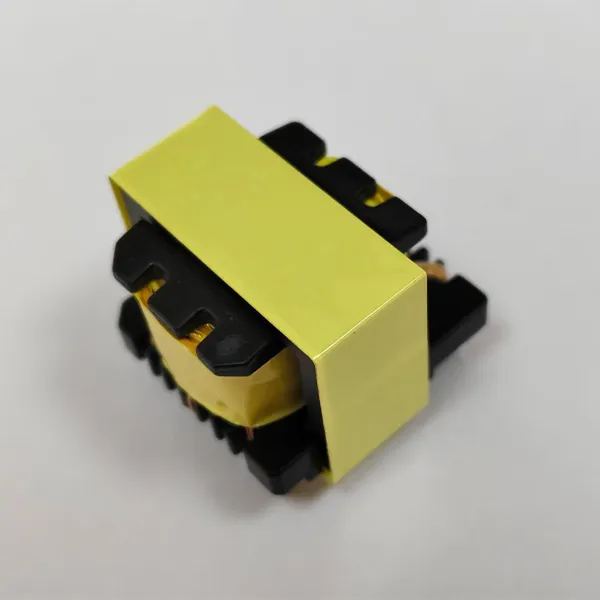
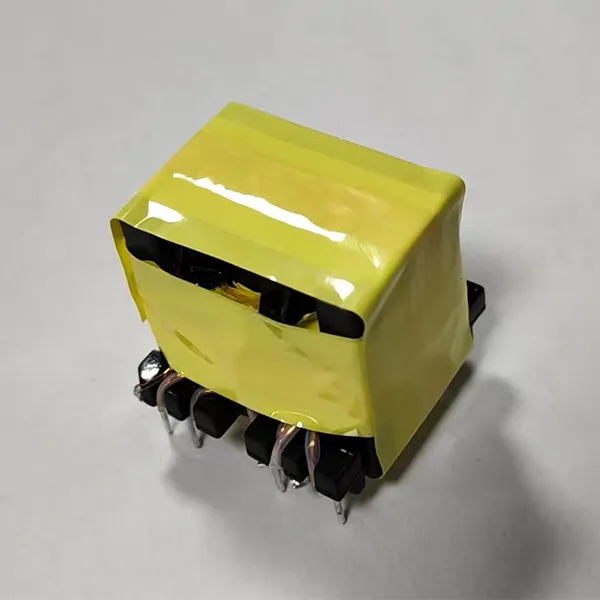
1.Внешний вид и размеры/APPEARANCE & DIMENSIONS

2.Схема конструкции обмотки
/CIRCUIT DIAGRAM

3.Схема внутреннего строения
/CONSTRUCTION DIAGRAM

4.Спецификация обмотки/WINDING SPECIFICATION

Примечания:
1. Полностью автоматизированный процесс намотки.
2. PIN4 и PIN5 используют общий слот PIN4-5; все остальные занимают слот PIN1. Примечание: PIN5 намотается непосредственно на штырь без необходимости использования опорной точки.
3. Головка E1NC должна заканчиваться примерно в 1,2 мм от верхней выемки на вторичной стороне и не должна выходить за пределы середины верхней выемки.
4. Направление намотки всех катушек должно соответствовать последовательности намотки.
5. PIN7 должен быть удален; после завершения PIN3 должен быть обрезан до 2/3 длины. После лужения обмотанных выводов они не должны выступать за пределы выступов катушки.
6. Нанесите эпоксидную смолу на центральную опору сердечника, заполнив ее на 4/5. Перед пропиткой дайте эпоксидной смоле отвердеть; не запекайте эпоксидную смолу вместе с лаком.
7. При намотке PIN1 оставьте один заземляющий провод. Сначала припаяйте заземляющий провод, затем проложите его от PIN1 к CORE, согнув на 2–5 мм в сторону PIN1–8. Наконец, закрепите его обмоточной лентой CORE: 1MIL 8 мм*2T.
8. Этот продукт требует вакуумной пропитки. После пропитки CORE и проволочная катушка не должны иметь никаких ослаблений.
9. После сборки выровняйте по отношению к основанию и обмотайте лентой в направлении сердечника: 1MIL 16 мм × 2T.
10. Ножки PIN должны быть сформированы в соответствии с фактическими размерами печатной платы.
5.Электрические характеристики/ELECTRICAL CHARACTERISTIC

связаться с нами
Сопутствующие популярные продукты

A010EE1308710R136F
Удалите контакты 1, 3, 5 и 8. Оберните контакты на минимальную длину 0,8 мм. Припаяйте на минимальную длину 1,0 мм. После лужения всех обернутых контактов припой не должен выходить за пределы выступающих точек на основании катушки.

A010EE13330L10114F
При намотке N5 обратная линия не должна проходить по прямой, чтобы избежать перекрытия или прямого контакта с проводами намотки N3, что может привести к ухудшению характеристик первичного и вторичного высокого напряжения.

A010EE13091T1R114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут клейкой лентой размером 0,025 × 8 мм (3 слоя).
A010EE13330F60114F
Сердечник требует шлифовки. Поместите отшлифованный сердечник на вторичную сторону и закрепите 8,0-миллиметровой лентой, обернув ее 3 раза вокруг сердечника.

A010EE1603577B111F
Зарезервированный вывод PIN4 должен быть полностью покрыт лугой и заземлен на магнитном сердечнике, проходящем до стороны сердечника, чтобы обеспечить надлежащий контакт.
A010EE1310120R136F
Удалите контакты 1, 3, 5 и 8. Оберните контакты на минимальную длину 0,8 мм. Припаяйте на минимальную длину 1,0 мм. После лужения всех обернутых контактов паяное соединение не должно выступать за пределы выступа основания катушки.

A010EE13000001022F
Обмотка не должна пересекаться, перекрываться, завязываться в узлы или повреждать изоляцию медного провода. Все исходящие кабели должны быть оснащены защитными рукавами.

A010EE1600780R136F
Нанесите мягкий клей на центральную опору сердечника, заполняя не менее 4/5. Перед пропиткой дайте клею высохнуть. Не запекайте клей одновременно с лаком. Несанкционированная смена типа клея запрещена.

A010EE13091T1Q114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут клейкой лентой размером 0,025 × 8 мм (3 слоя).

A010EE16010R50114F
Магнитный сердечник должен быть заземлен. Расположите заземленный сердечник на вторичной стороне, затем убедитесь, что луженый провод, предназначенный для PIN2, хорошо контактирует с сердечником через первичную сторону. Закрепите сердечник лентой 8,0 мм, обернув ее 2 раза.

A010EE16050R40114F
При заканчивании обмоток N5 и N6 избегайте сгибания под прямым углом, чтобы предотвратить контакт с выводами обмотки N4. Первичные/вторичные медные провода не должны соприкасаться со вторичными трехслойными изолированными проводами.
A010EE13000003099F
Провод обмотки N2 необходимо согнуть, чтобы сформировать крючок под выступом вторичной стороны: штыри обмотки N2 должны быть оснащены втулками, концы которых должны быть на одном уровне с краем паза рамы.

A010EE13091T1N114F
Перед намоткой N3 прикрепите полоску клейкой ленты шириной 15 мм и длиной 12 мм рядом с контактами 1-5, чтобы изолировать первичную и вторичную обмотки.

A010EE1308349A111F
В магнитном сердечнике выполнить односторонний воздушный зазор (GAP). Сердечник с зазором установить со стороны выводов PIN1-4. Центральное отверстие сердечника заполнить мягким клеем, минимум на 85% объема.
A010EE13000005099F
Обмоточный провод N2 должен быть согнут вверх, чтобы образовать крючок под выступающей точкой на вторичной стороне. Обмоточный провод N2 должен быть снабжен втулкой, конец которой должен быть на одном уровне с краем паза рамы.

A010EE16010R10114F
Заземлите магнитный сердечник. Расположите заземленный сердечник на вторичной стороне. Убедитесь, что луженый провод, зарезервированный для PIN 2, хорошо контактирует с сердечником через первичную сторону. Закрепите сердечник 8,0-миллиметровой клейкой лентой, обернув ее 3 раза (3Ts).



