Продукция
-

A010EE1305393B111F
-
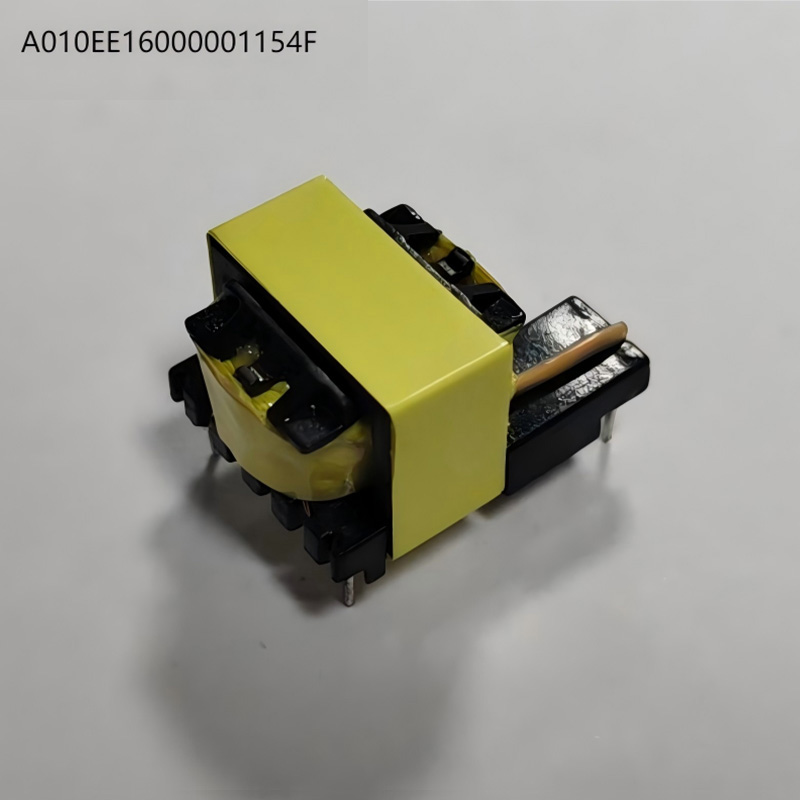
A010EE16000001154F
-

A010EE1301473X114F
-

A010EE13330G3A114F
-

A010EE13091T2L114F
-

A010EE1600900R136F
-

A010EE130L161J165F
-
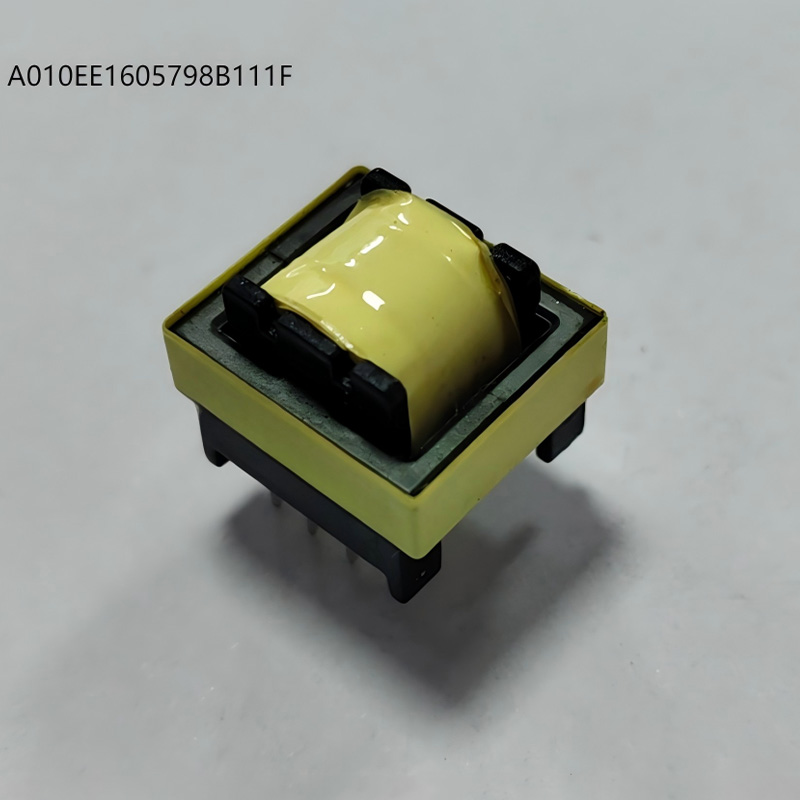
A010EE1605798B111F
-

A010EE13000004031F
-

A010EE16050F80114F
-

A010EE16000008099F
-

A010EE1603577B111F
-

A010EE13091T60114F
-

A01ATQ1908308B111F
-

A010EE13091T5B114F
-

A010EE13330F60114F

A010EE1608730R136F
PIN4 и PIN5 используют общий слот PIN4-5; все остальные контакты занимают по 1 слоту каждый. Примечание: PIN5 намотается напрямую, без необходимости использования опорной точки.
Описание
маркер
Описание продукции
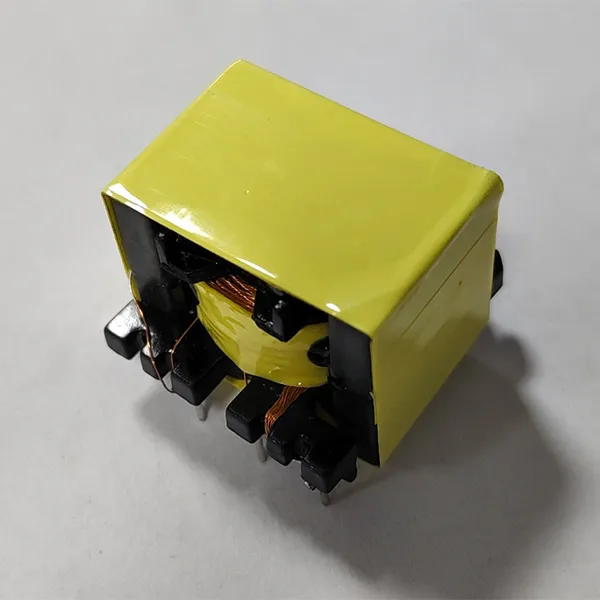
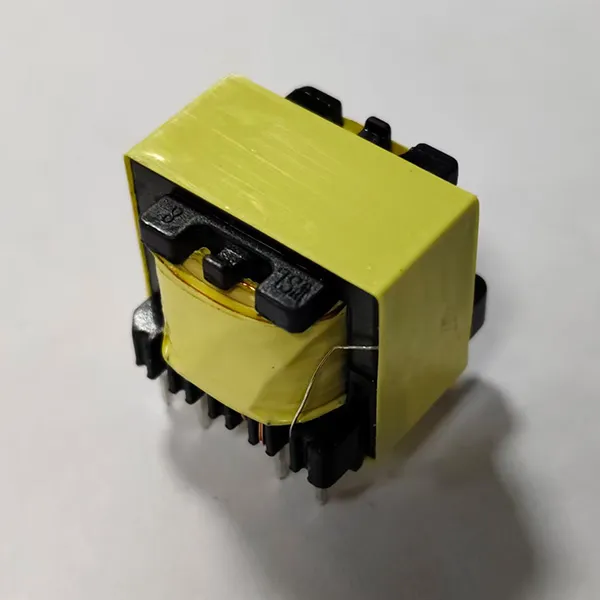
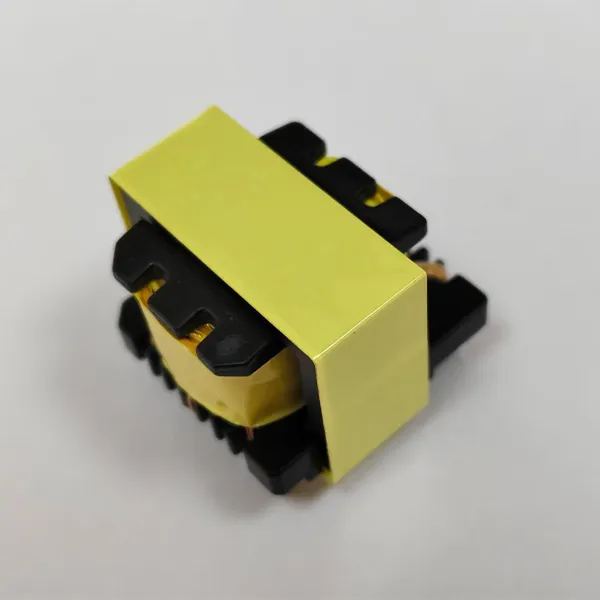
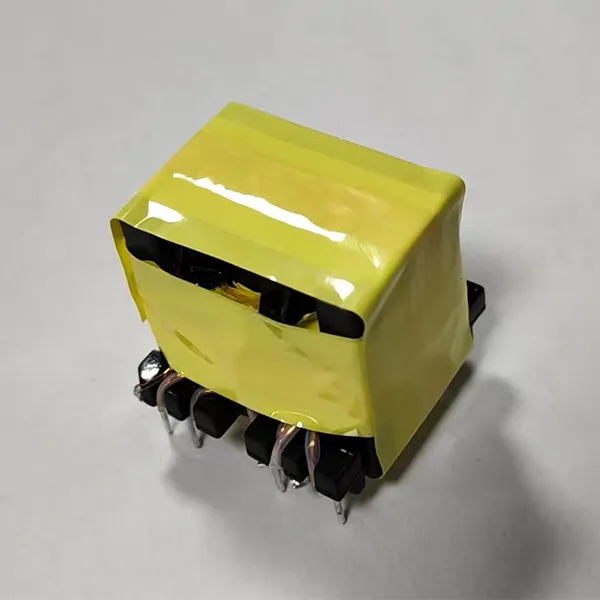
1.Внешний вид и размеры/APPEARANCE & DIMENSIONS

2.Схема конструкции обмотки
/CIRCUIT DIAGRAM

3.Схема внутреннего строения
/CONSTRUCTION DIAGRAM

4.Спецификация обмотки/WINDING SPECIFICATION

Примечания:
1. Полностью автоматизированный процесс намотки.
2. PIN4 и PIN5 используют общий слот PIN4-5; все остальные контакты занимают по 1 слоту каждый. Примечание: PIN5 намотается напрямую, без необходимости использования опорной точки.
3. Клемма E1NC должна заканчиваться примерно в 1,2 мм от верхней выемки на вторичной стороне и не должна выходить за пределы середины верхней выемки.
4. Направление намотки всех катушек должно соответствовать последовательности намотки.
5. PIN7 должен быть удален; после окончательной сборки PIN3 должен быть обрезан до 2/3 длины. Все обмотки штырьков должны быть не менее 0,8 мм. Все пайки штырьков должны быть не менее 1 мм. После лужения все обмотанные штырьки не должны выступать за пределы выступов катушки.
6. Нанесите эпоксидную смолу на центральную опору сердечника, заполняя 4/5 минимальной глубины. Перед пропиткой дайте эпоксидной смоле отвердеть. Не запекайте эпоксидную смолу вместе с лаком.
7. При намотке PIN1 оставьте один заземляющий провод. Сначала припаяйте заземляющий провод, затем проложите его от PIN1 к CORE, согнув на 2–5 мм в сторону PIN1–8. Наконец, закрепите его обмоточной лентой CORE: 1MIL 8 мм*2T.
8. Этот продукт требует вакуумной пропитки. После пропитки CORE и проволочная катушка не должны иметь никаких ослаблений.
9. После сборки выровняйте по отношению к основанию и обмотайте лентой в направлении сердечника: 1MIL 16 мм × 2T.
10. Ножки PIN должны быть сформированы в соответствии с фактическими размерами печатной платы.
5.Электрические характеристики/ELECTRICAL CHARACTERISTIC

связаться с нами
Сопутствующие популярные продукты

A010EE1604623B111F
PIN6 должен быть оснащен термоусадочной трубкой длиной 24L*42 мм, проходящей до стороны PIN1-5. PIN7 должен быть оснащен термоусадочной трубкой длиной 24L*20 мм для изоляции первичной входной/выходной обмотки от вторичной обмотки.
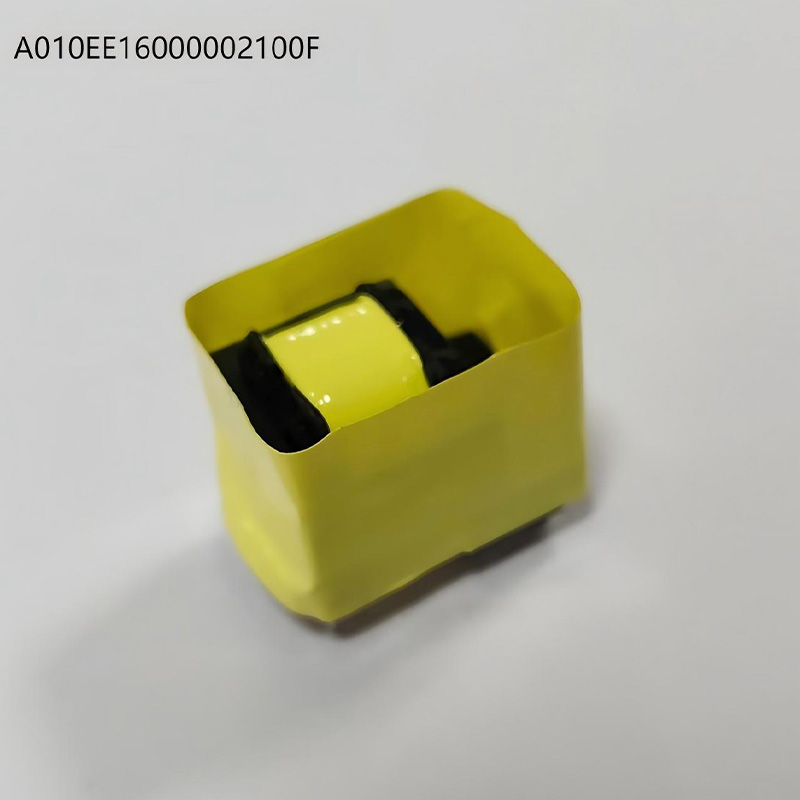
A010EE16000002100F
Провода для контактов 4 и 5 имеют один и тот же слот, но не должны соприкасаться, спаиваться или замыкаться. Убедитесь, что провода из разных слоев не соприкасаются друг с другом, чтобы предотвратить искрение и обрыв проводов.

A010EE13091T1G114F
Сердечник требует шлифовки. Сердечник воздушного зазора установлен рядом с контактами 6-7. Сердечник обмотан клейкой лентой 0,025*8 мм, 3 витка.

A010EE16000003100F
Контакты 4 и 5 должны иметь общий паз, но не должны быть спаяны вместе; провода для контактов 6 и 10 должны быть загнуты вверх, чтобы образовать крючки под выступающими точками на вторичной стороне. Обмотка N3, прилегающая к контактам 1-5, должна быть изолирована 2-миллиметровой барьерной стенкой.

A010EE13330L90114F
Этикетки должны быть напечатаны черным прозрачным шрифтом и прикреплены к стороне PIN1-5 (как показано на схеме выше). 5. Паяные соединения на контактах PIN не должны выступать за пределы основания катушки; продукт требует вакуумной пропитки.

A010EE16050R40114F
При заканчивании обмоток N5 и N6 избегайте сгибания под прямым углом, чтобы предотвратить контакт с выводами обмотки N4. Первичные/вторичные медные провода не должны соприкасаться со вторичными трехслойными изолированными проводами.
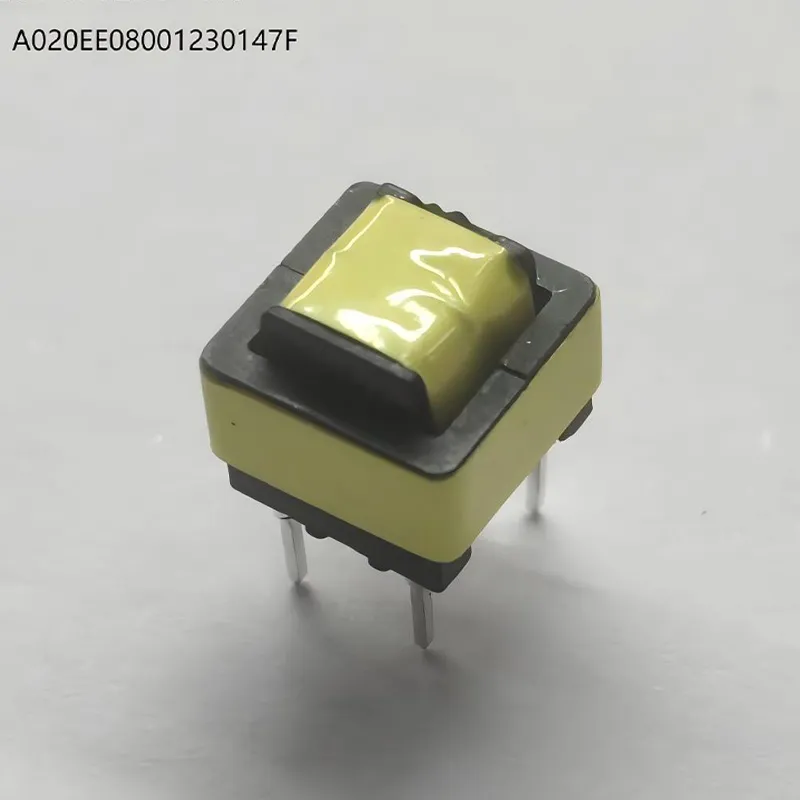
A020EE08001230147F
Продукт требует пропитки без вакуумной обработки; В производстве данного продукта используется бессвинцовый процесс, соответствующий требованиям ROHS.

A010EE16010L30114F
Оберните готовый продукт тремя слоями клейкой ленты размером 0,025 × 18,0 мм вдоль направления магнитного сердечника, закрепив его на удерживающей пластине рамы.
A010EE16000001154F
Шлифованный (с зазором) сердечник установить сверху. Оставленный вывод PIN1 залудить и обеспечить надежный контакт с нижней частью сердечника. Зафиксировать лентой шириной 7,8 мм, 3 витка (3TS).
A010EE13000004031F
Магнитный сердечник требует шлифования. Установите отшлифованный сердечник на стороне PIN5-8. Закрепите сердечник трансформатора с помощью 3T, используя клейкую ленту шириной 6,0 мм.

A010EE13000003099F
Провод обмотки N2 необходимо согнуть, чтобы сформировать крючок под выступом вторичной стороны: штыри обмотки N2 должны быть оснащены втулками, концы которых должны быть на одном уровне с краем паза рамы.

A010EE1600860R136F
При намотке PIN1 оставьте один заземляющий провод. Сначала припаяйте заземляющий провод, затем проложите его от PIN1 к CORE, согнув на 2–5 мм в сторону PIN1–8. Наконец, закрепите его обмоточной лентой CORE: 1MIL 8 мм*2T.

A010EE13014581147F
Шлифованный (с зазором) сердечник установить со стороны выводов PIN1-5. Зафиксировать сердечник лентой светло-желтого цвета 0,025 × 6,0 мм, 3 витка (3TS).

A010EE13091T3D114F
Рама с 3 пустыми штифтами. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный механизм вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).
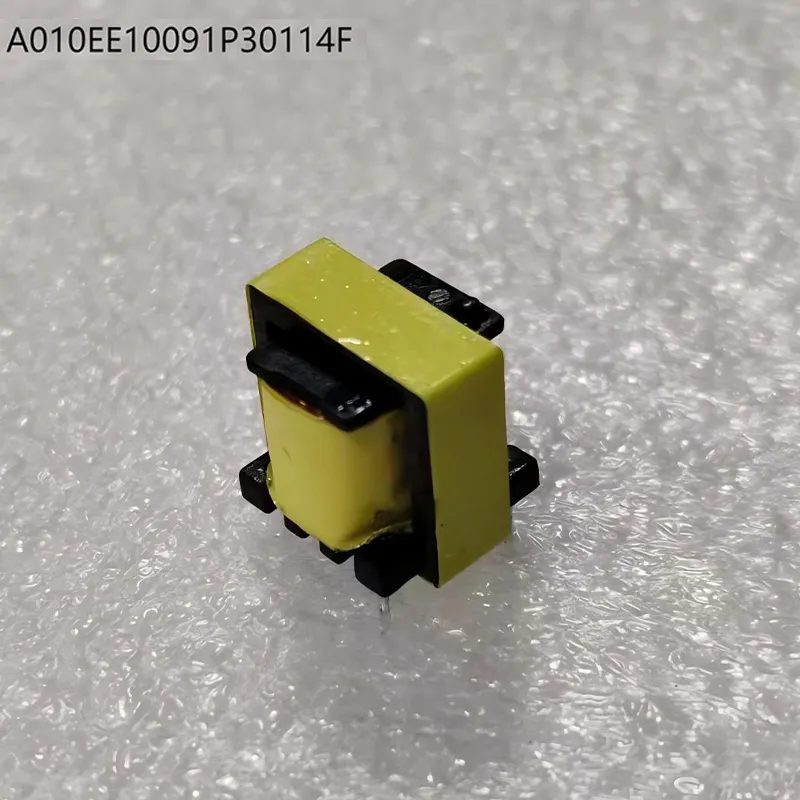
A010EE100091P3114F
При намотке убедитесь, что клеммы провода обращены наружу, и намотайте по часовой стрелке. Намотка должна быть ровной и равномерной; медный провод не должен быть завязан узлами, поврежден или иным образом испорчен.

A010EE13330F5B114F
Рама с 1 пустым штифтом. Намотайте по часовой стрелке, штифтами 1-5 наружу (намоточный механизм вращается по часовой стрелке; все обмотки образуют форму буквы «S» вокруг штифтов).



