Продукция
-

A010EE13091T50114F
-

A010EE13091T5E114F
-

A010EE16000007099F
-

A010EE13000009100F
-

A010EE1608730R136F
-

A010EE16161T1A114F
-

A010EE13091T1M114F
-
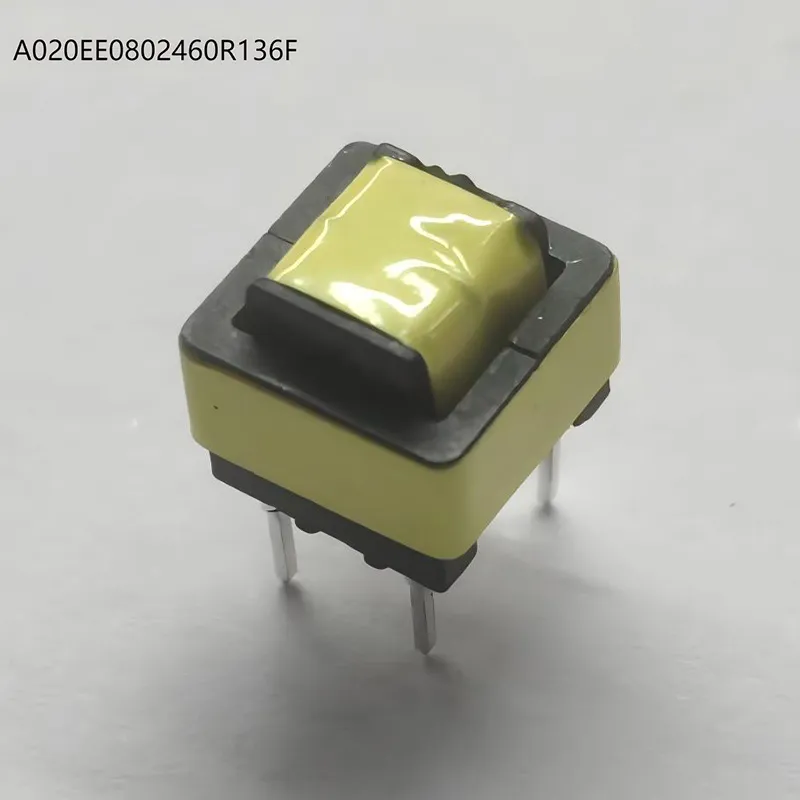
A020EE0802460R136F
-
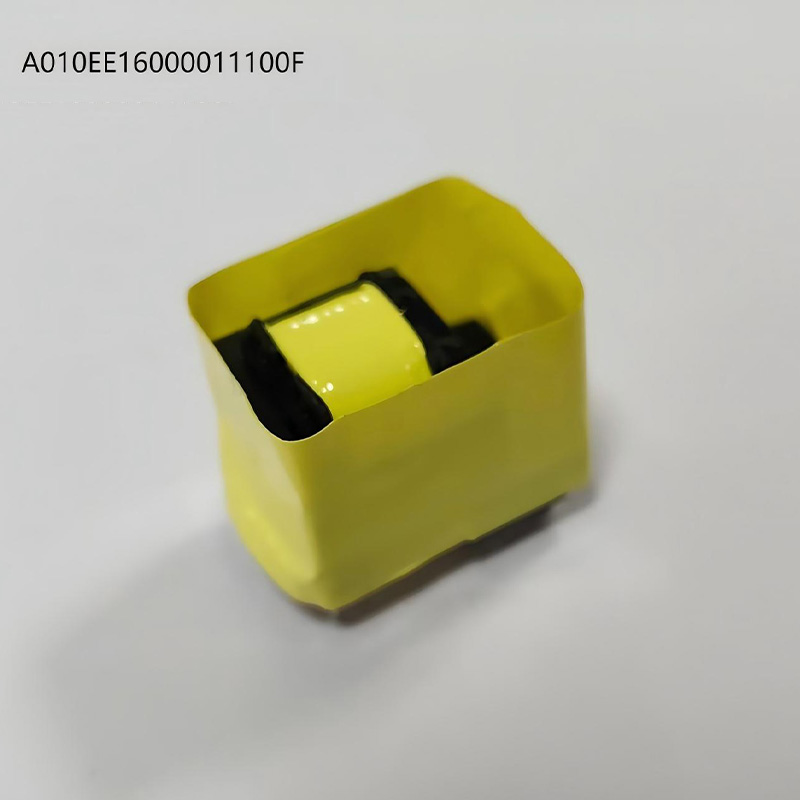
A010EE16000011100F
-

A010EE13000001100F
-

A010EE13330G1A114F
-

A010EE13091T2G114F
-

A010EE16000001161F
-

A010EE13091T4A114F
-

A010EE13091T3G114F
-

A010EE13330G3A114F

A010EE16000001164F
После пайки все точки пайки не должны выступать за барьер каркаса. Пайка должна быть блестящей. Не допускаются: недостаточное пропаивание (сухой шов), холодная пайка, ложная пайка, замыкание соседних выводов припоем (перемычки), окисление и другие дефекты.
Описание
маркер
Описание продукции
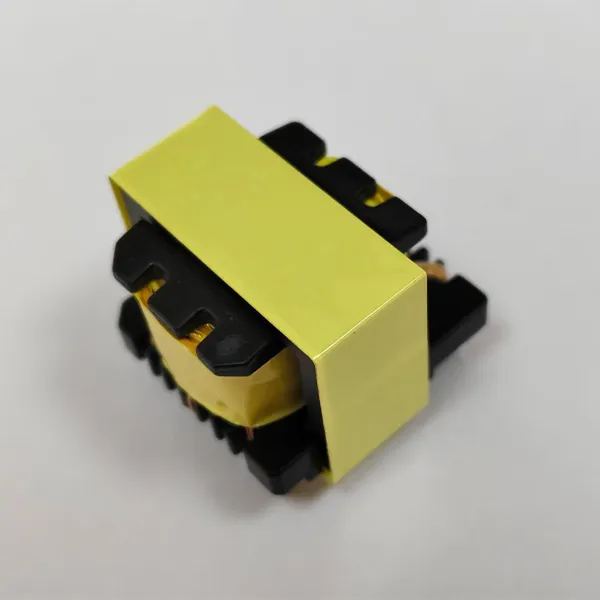
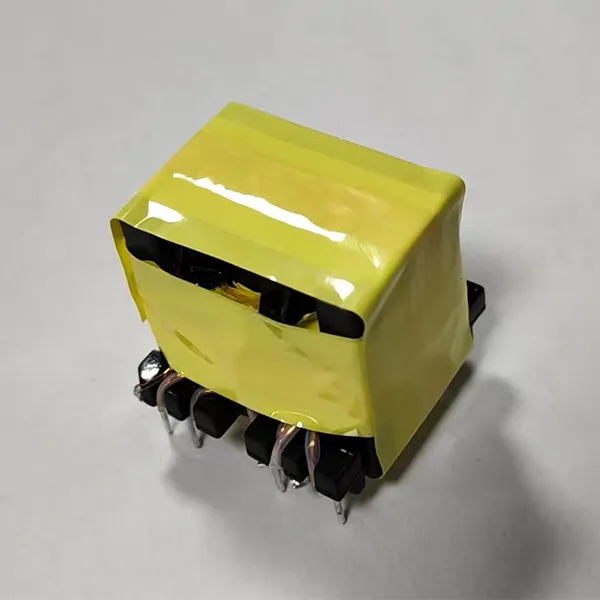
1.Внешний вид и размеры/APPEARANCE & DIMENSIONS

2.Схема конструкции обмотки
/CIRCUIT DIAGRAM

3.Схема внутреннего строения
/CONSTRUCTION DIAGRAM

4.Спецификация обмотки/WINDING SPECIFICATION
| №
No. |
Начало
START |
Окончание FINISH | Эмалированный провод
WIRE(mm) |
Витков
Ts |
Способ намотки
WINDING METHOD |
Изоляционная лента
INSULATION TAPE |
ТРУБКА
TUBE |
ПРИМЕЧАНИЕ REMARK |
| N1 | 3 | 4 | 2UEW Φ0.18mm*1P | 43 | 2 сл, плотно | 4.5mm*2Ts | Без перекр. | |
| N2 | 5 | 2 | 2UEW Φ0.15mm*1P | 8 | По центру, редко | 4.5mm*3Ts | Перекр. | |
| N3 | 6 | 7 | TIW-B Φ0.40mm*1P | 6 | 1 сл, плотно | 4.5mm*2Ts | Без перекр. | |
| N4 | 2 | NC | 2UEW Φ0.15mm*1P | 8 | По центру, редко | 4.5mm*2Ts | ||
| N5 | 4 | 1 | 2UEW Φ0.18mm*1P | 17 | 1 сл, плотно | 4.5mm*2Ts | Перекр. |
Примечания:
1.Вывод каркаса PIN8 остается неподключенным (свободным). Вывод PIN4 обрезать на 2/3 до уровня ниже точки опоры каркаса.Способ установки на вал: станок с ЧПУ. Для всех обмоток выводы каркаса ориентированы вправо, намотка производится по часовой стрелке. Намотка должна быть ровной. Не допускаются перекрещивание, наложение (перекрытие) витков, спад слоев, повреждение изоляции, узлы и другие дефекты.
2.После пайки все точки пайки не должны выступать за барьер каркаса. Пайка должна быть блестящей. Не допускаются: недостаточное пропаивание (сухой шов), холодная пайка, ложная пайка, замыкание соседних выводов припоем (перемычки), окисление и другие дефекты.
3.В магнитном сердечнике выполнить воздушный зазор (GAP). Шлифованный (с зазором) сердечник устанавливается сверху. Оставленный вывод PIN2 отогнуть от нижней части сердечника на боковую поверхность сердечника со стороны выводов PIN1-PIN8. Зафиксировать лентой шириной 7,8 мм, 3 витка (3TS).
4.Для всех обмоток использовать ленту светло-желтого цвета.
5.Изделие подвергнуть вакуумной пропитке маслом.
6.Удалить брызги припоя, остатки флюса, затвердевшие остатки пропиточного состава (лака) и другие посторонние частицы с поверхности.
7.На готовом изделии вдоль сердечника со стороны первичной обмотки намотать ленту шириной 16,0 мм: 2 витка однослойной ленты (или 1 виток двухслойной ленты).
8.Изделие должно соответствовать требованиям директивы RoHS.
9.Маркировку изделия нанести на верхнюю часть готового изделия. Маркировка должна быть ориентирована стороной шрифта в сторону выводов PIN1 и PIN8 (см. рисунок внешнего вида готового изделия). Исполнение: прозрачная основа, черный шрифт или лазерная гравировка.
5.Электрические характеристики/ELECTRICAL CHARACTERISTIC
| №
No. |
Пункт
ITEM |
Точка испытания
MEASURED POINT |
Технические
TECHNICAL DATA |
Допуск
TOLERANCE |
Единица
UNIT |
Условия испытаний
TESTING CONDITION |
Испытательный прибор
TESTING |
| 1 | Индуктивность INDUCTANCE | L( 3-1) | 450 | ±8% | uH | 10KHZ 0.25Vпоследовательное испытание
AT 25℃ |
CH1062 |
| 2 | Индуктивность утечки
Leakage inductance |
LK( 3-1)Остальные закоротить | 80 | MAX | uH | 10KHZ 0.25Vпоследовательное испытание
AT 25℃ |
CH1062 |
| 3 | Сопротивление
DC Resistance |
R(3-1) | 1.8 | MAX | Ω | AT 25℃ | TH2512B |
|
4 |
Испытание на напряжение
HI-POT |
PRI-SEC | AC3750 | / |
V |
5mA/3S/50Hz |
CJ2670 |
| PIN1-PIN5 | AC1000 | / | |||||
| 5 | Сопротивление изоляции
INSULATION RESISTANCE |
PRI-SEC | 100 | MIN | MΩ | DC500V | CH9072A |
связаться с нами
Сопутствующие популярные продукты

A010EE13000004164F
После пайки все соединения не должны выступать за пределы крепежной пластины каркаса. Паяные соединения должны быть блестящими и не иметь следов холодной пайки, холодных соединений, неполной пайки, окисления или перемычек.

A010EE13330L10114F
При намотке N5 обратная линия не должна проходить по прямой, чтобы избежать перекрытия или прямого контакта с проводами намотки N3, что может привести к ухудшению характеристик первичного и вторичного высокого напряжения.

A010EE16050Y10114F
Рамка с PIN7 и 8 оставлена пустой. Намотайте рамку по часовой стрелке, чтобы контакты 1-5 были обращены наружу. Подсоедините все выводы намотки к выступающим точкам, за исключением PIN3.

A010EE16000001152F
Штифты 6, 7, 8, 9, 10 рамы оставлены пустыми. Все обмотки должны быть намотаны ровно, без наложения и перекрещивания. Штифт 3 готового изделия должен быть закреплен ниже точки поворота рамы, не повреждая медный провод.

A010EE13330F50114F
При намотке N4 убедитесь, что обратный провод не проходит по прямой, чтобы избежать перекрытия или прямого контакта с намоткой N3, что может привести к сбоям первичного/вторичного высокого напряжения.

A01ATQ27000008149F
Отвод X выводится через верхний паз каркаса со стороны выводов PIN1-5. После пайки на отвод надевается трубка, и он отгибается внутрь обмотки, чтобы предотвратить прокол изоленты. Для фиксации совместно с проводом Y- используется общая изолента.
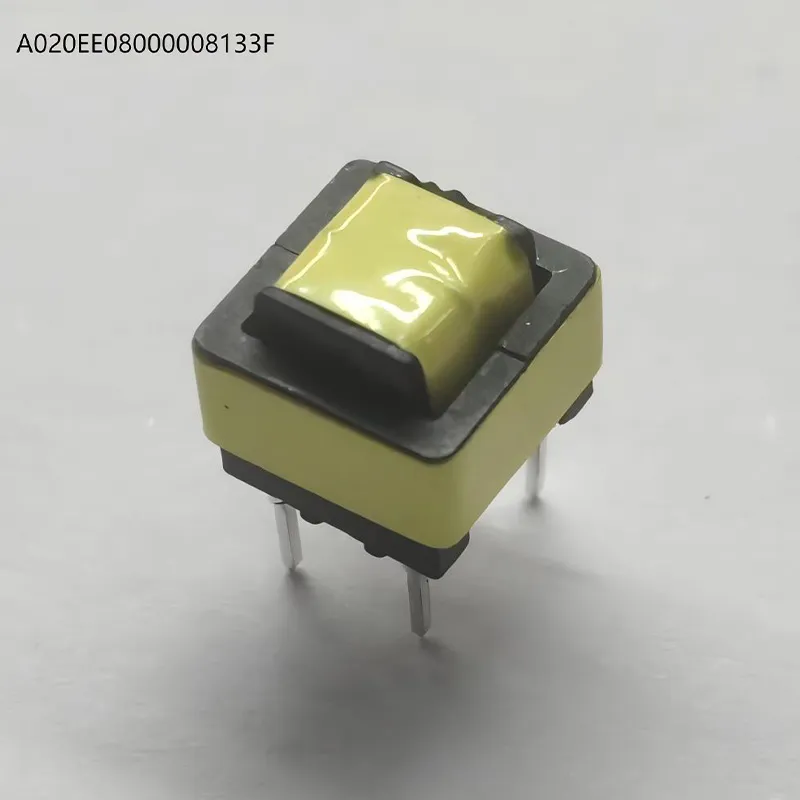
A020EE08000008133F
Обмоточная проволока: 0,025 × 5,3 мм, обмотана вокруг 2TS; сердечник закреплен тремя слоями клейкой ленты шириной 3,8 мм.

A010EE1600760R136F
Удалите лишние выводы. После сборки обрежьте PIN3 до 2/3 длины, обмотайте выводы минимум 0,8T. Припаяйте минимум 1,0T. Все обмотанные выводы не должны выступать за пределы выступов основания катушки после лужения.

A010EE16000003133F
Метод вставки вала: станок с ЧПУ. При намотке N1 и N2, когда контакты 1-5 обращены вправо, станок вращается по часовой стрелке во время намотки. При намотке N3, когда контакты 1-5 обращены влево, станок вращается по часовой стрелке во время намотки.

A010EE13091T1B114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут тремя слоями клейкой ленты размером 0,025 мм × 8 мм.
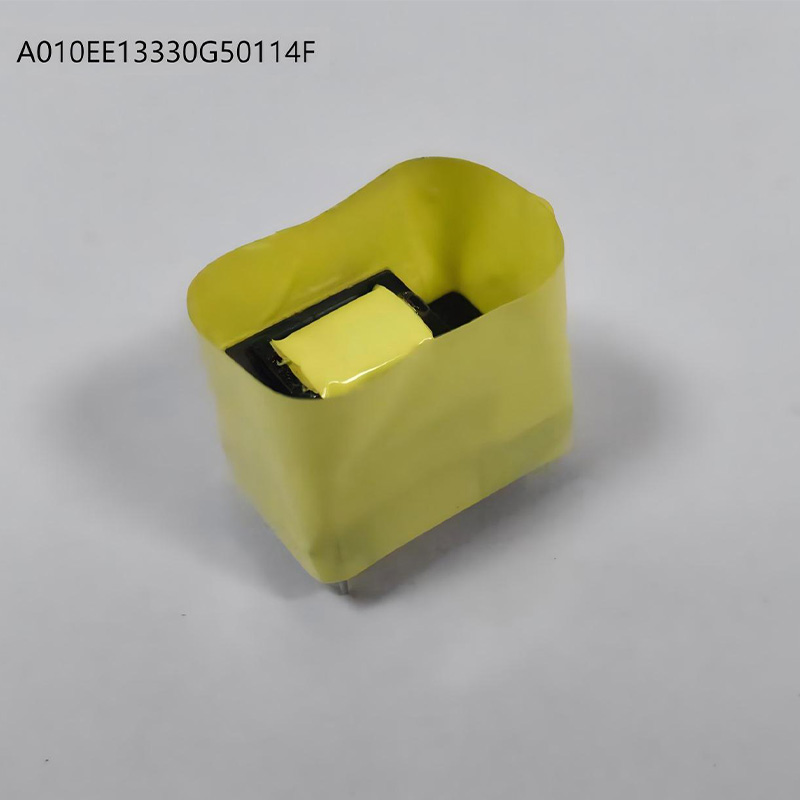
A010EE13330G50114F
Магнитный сердечник требует шлифовки. Сердечник с воздушным зазором устанавливается рядом с контактами 6-7, при этом сердечник обернут тремя слоями клейкой ленты размером 0,025 × 7,8 мм.

A010EE13091T1V114F
При намотке расположите контакты 1-5 наружу и намотайте по часовой стрелке. Все обмотки должны образовывать S-образную конфигурацию вокруг контактов, за исключением контакта 3, где намотка начинается с N4.

A010EE13091T1H114F
Перед намоткой N3 прикрепите кусок ленты шириной 15 мм и длиной 12 мм, сложенной обратной стороной, рядом с контактами 1-5, чтобы изолировать первичную и вторичную обмотки.
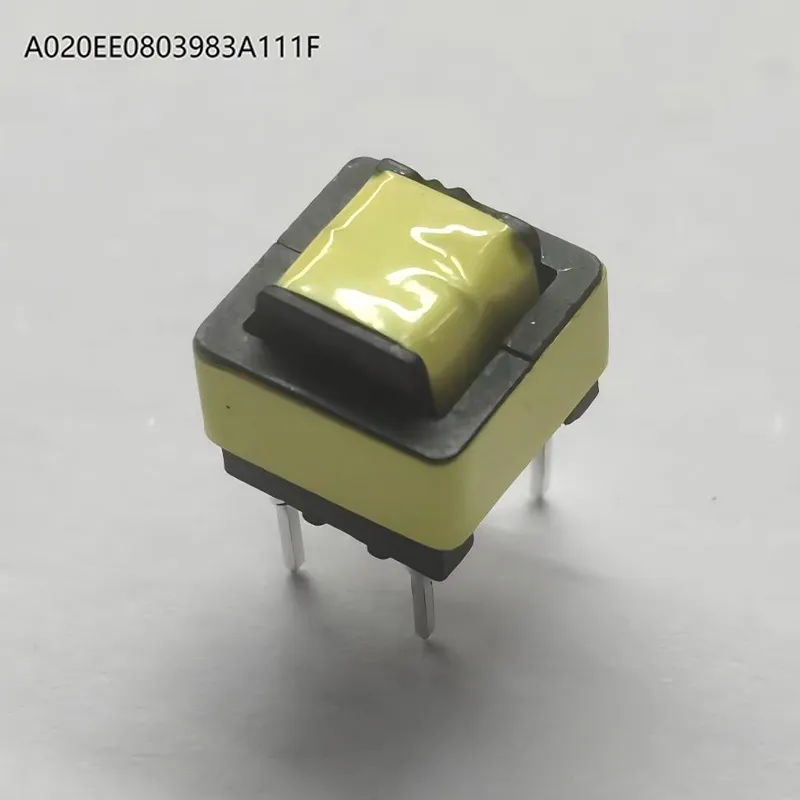
A020EE0803983A111F
Продукт требует пропитки. При сборке двух магнитных сердечников аккуратно потрите их друг о друга 1-3 раза, чтобы достичь требуемого значения индуктивности.
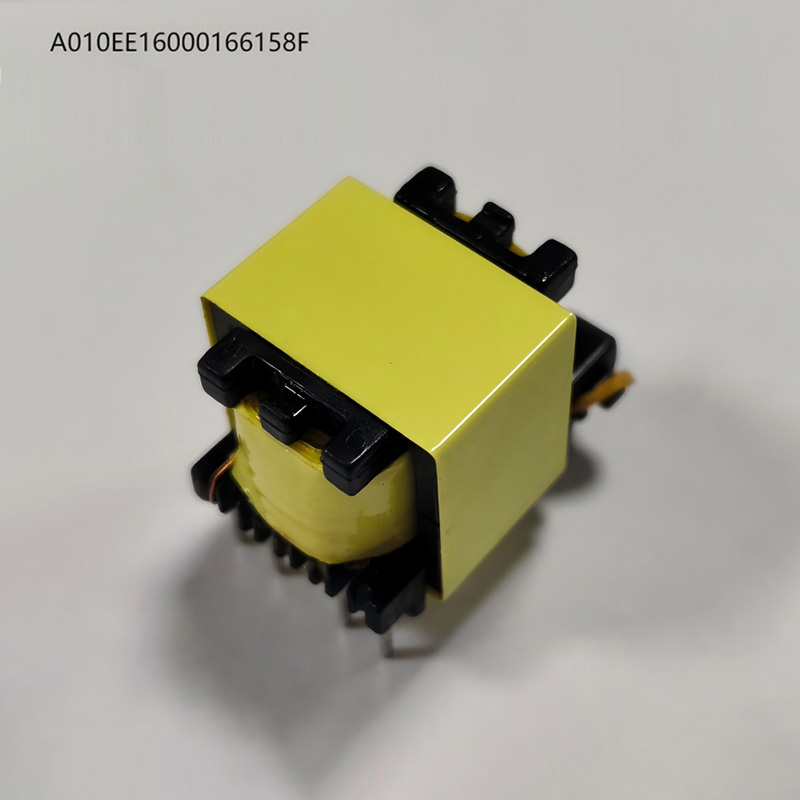
A010EE16000166158F
Метод вставки вала: для станков с ЧПУ намотайте обмотки N3 так, чтобы ножки PIN были обращены вправо, вращаясь по часовой стрелке относительно станка. Перед намоткой закрепите ножки PIN1-5 с помощью обратно сложенной клейкой ленты длиной 15 мм и шириной 12,3 мм, удалив первичные/вторичные обмотки. Намотайте другие обмотки так, чтобы ножки PIN были обращены влево, вращаясь по часовой стрелке относительно станка.

A010EE1310230R136F
PIN3 удален, PIN8 сохранен. Оберните контакты на минимальную длину 0,8 мм, припаяйте на минимальную длину 1,0 мм. После лужения всех обернутых контактов паяные соединения не должны выступать за пределы выступов основания катушки.



